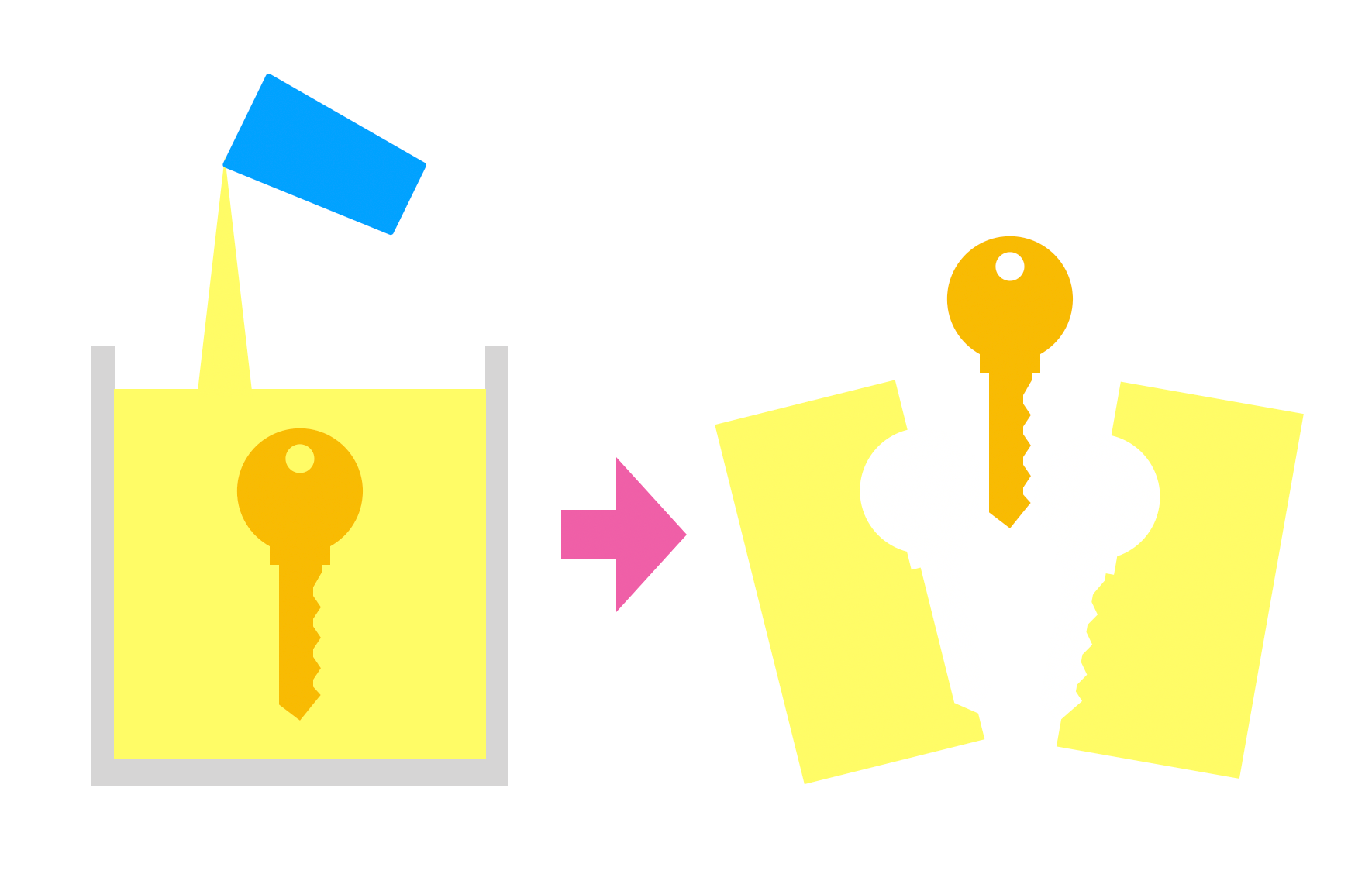
トムソン型(トムソン刃)
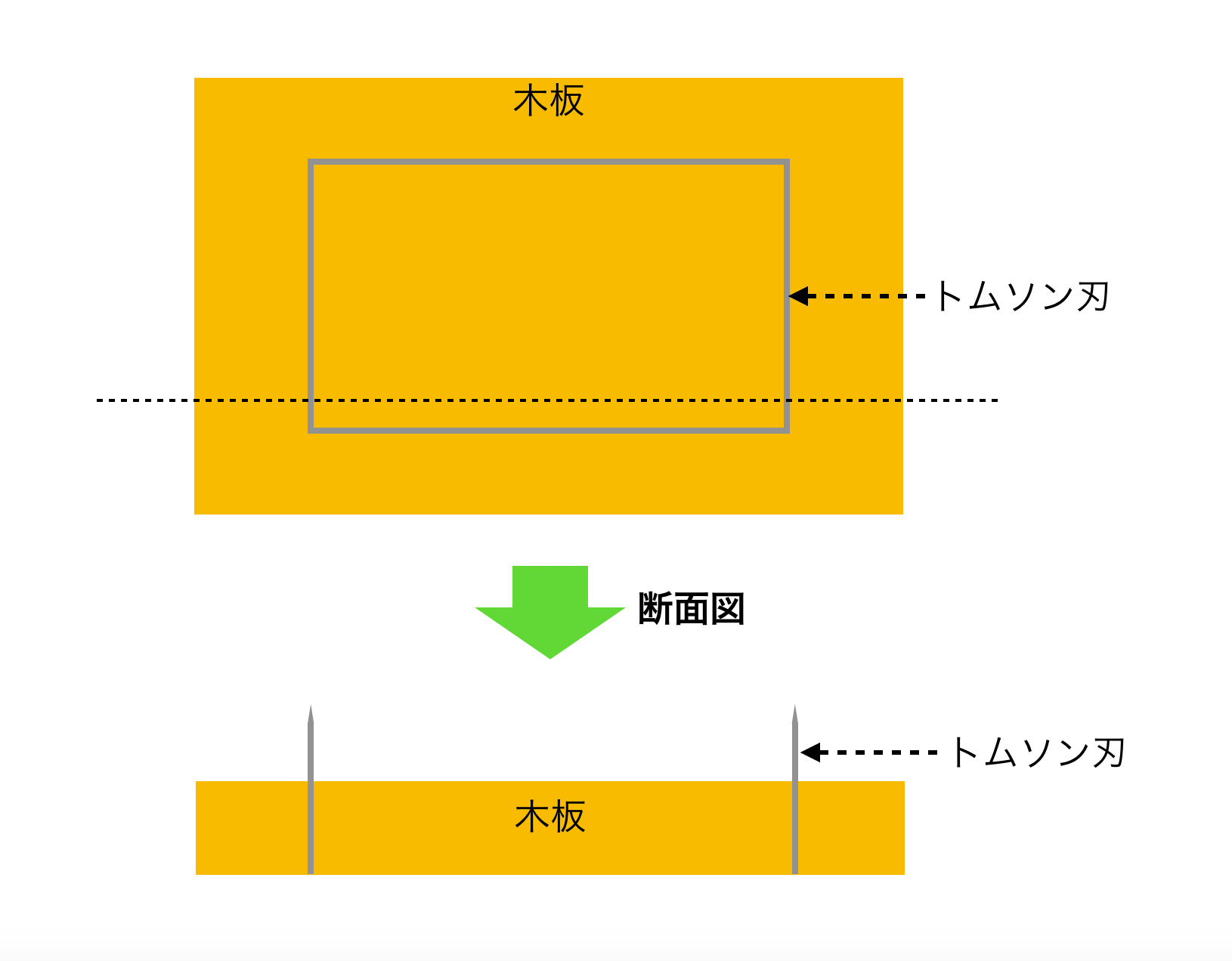
抜き打ち加工の代表的な加工方法で、木の板に溝を掘ってその溝に刃(トムソン刃)を埋め込んだ「抜き打ち型」を用いて成形する方法です。1枚ものの抜き加工に向いている加工方法で、型抜きと同時に折りスジやミシン目も入れることができます。
木の板をベースとするため、刃の形状を自由に変えることができるため、金型に比べて低コストかつ短納期という特徴があります。また、名前の由来は米国のジョン・S・トムソン氏が設立したトムソン社が製造した打抜き機が広まったためだといわれています。
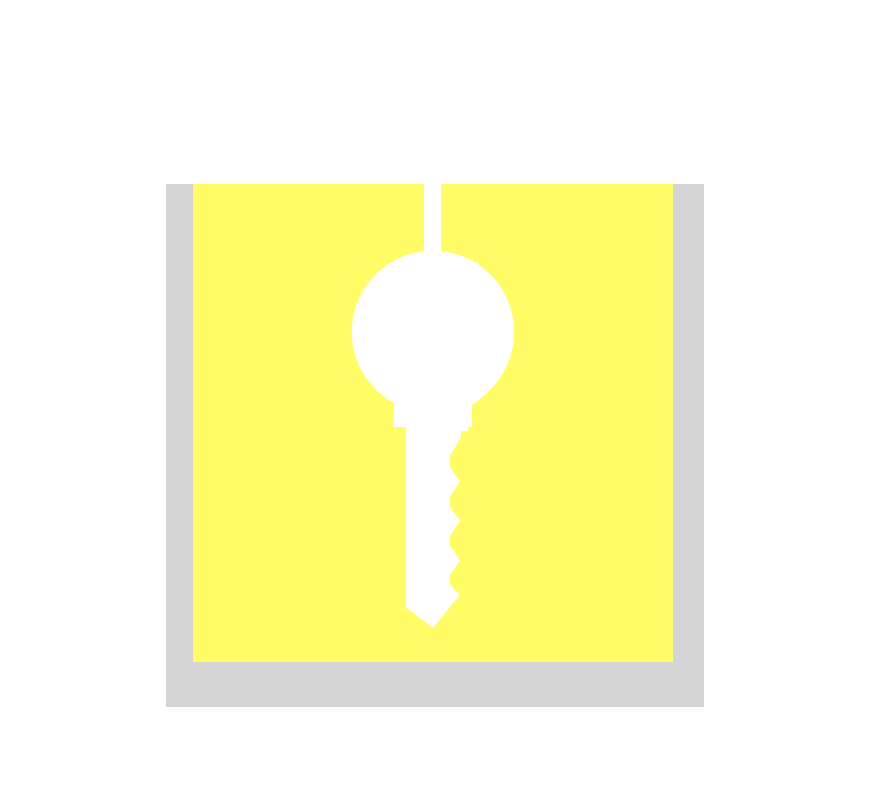
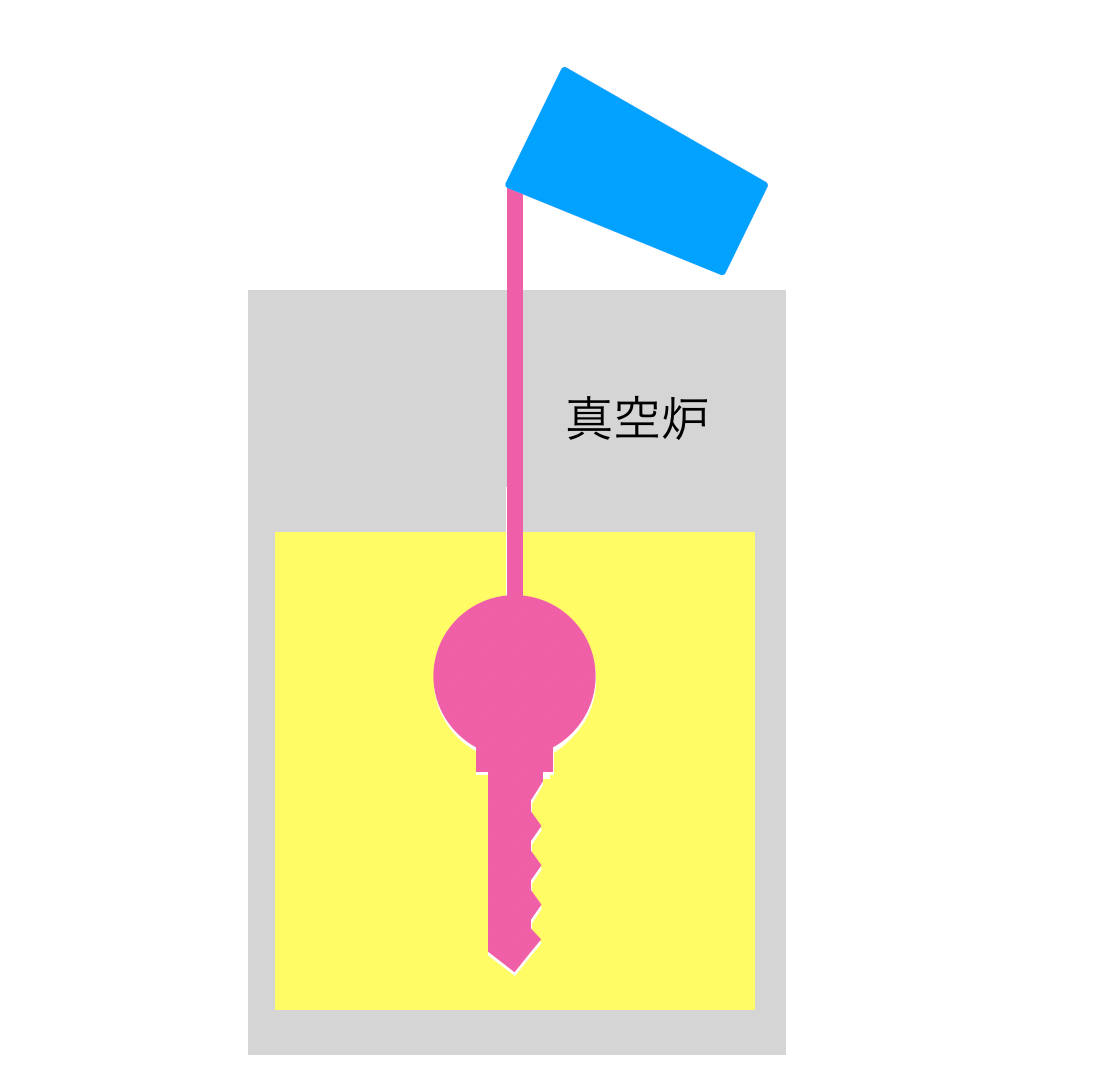
ピナクル刃(ピナクルダイ)
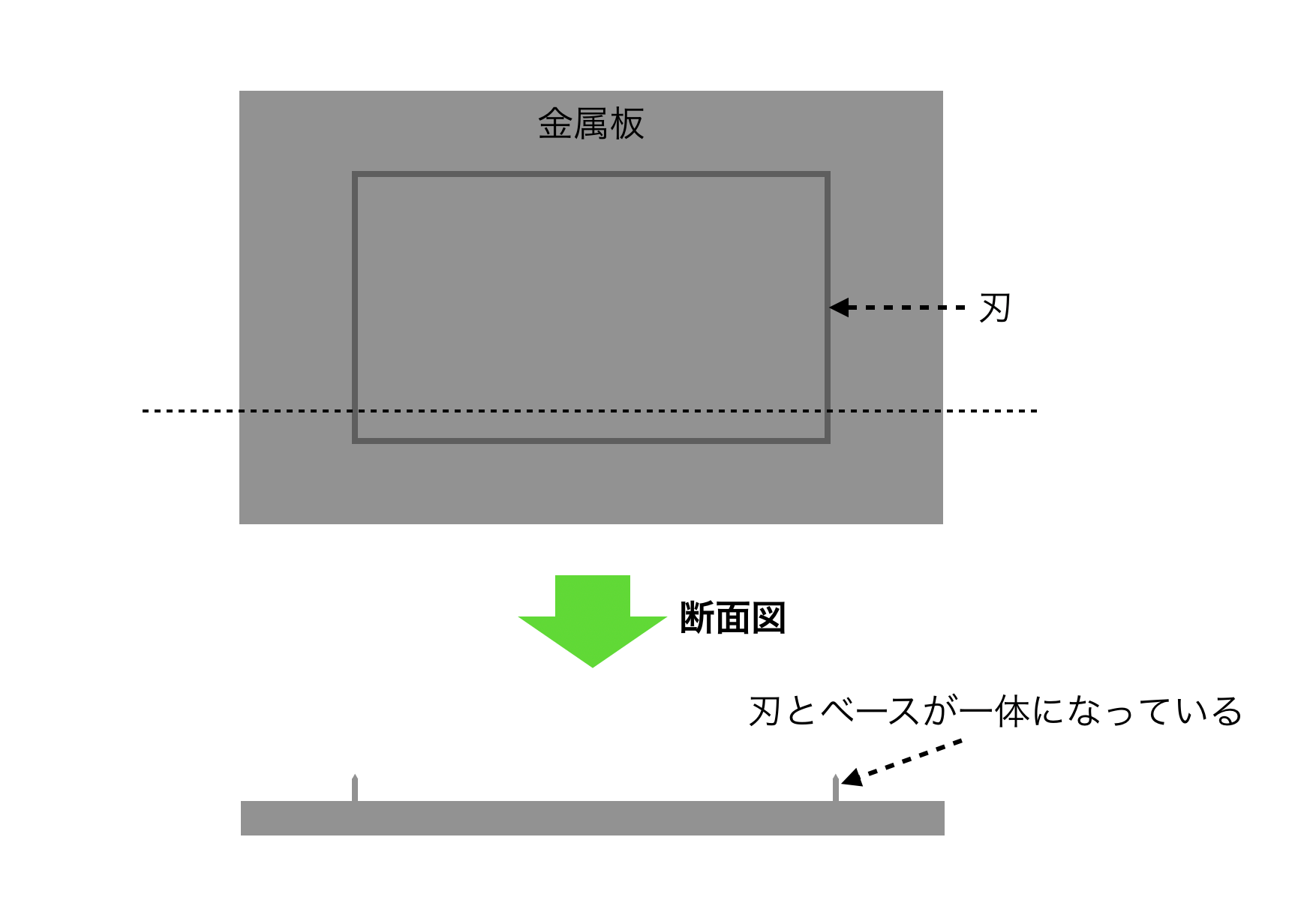
金属板にエッチング刃を用いて上から打ち抜いて加工する方法となります。トムソン型は1本の刃を曲げて成形するため、どうしても繋ぎ目に段差が生じて抜き断面にも段差が現れてしまいます。ピクナル刃だと金属で刃と一体になっているため、繋ぎ目がなく非常に高精度な形状にも対応することができます。
しかしピクナル刃は金属の金型となるため、製造コストや納期がかかったり、一部でも刃が欠けると修復が困難であるなどのデメリットもあります。
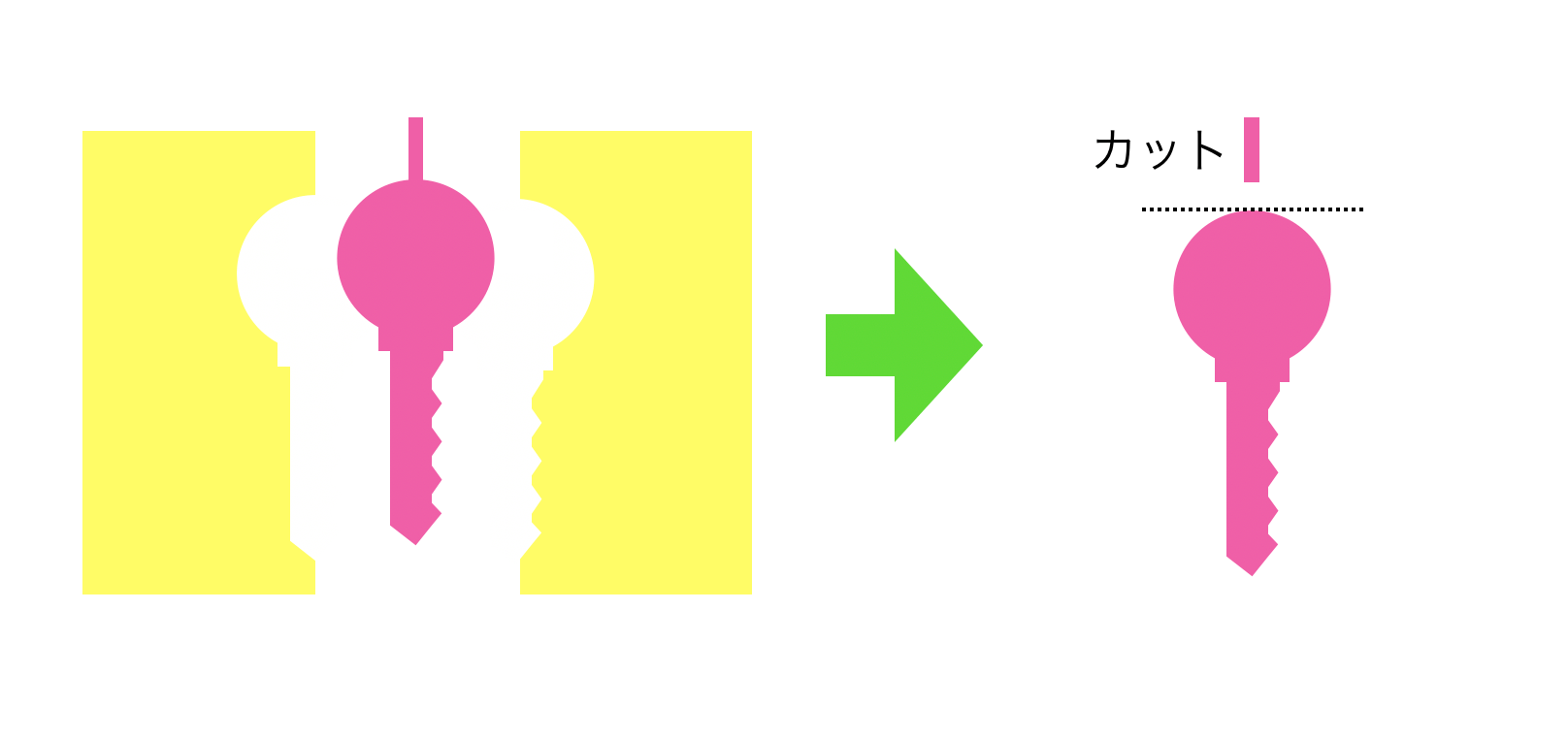
ハーフカット
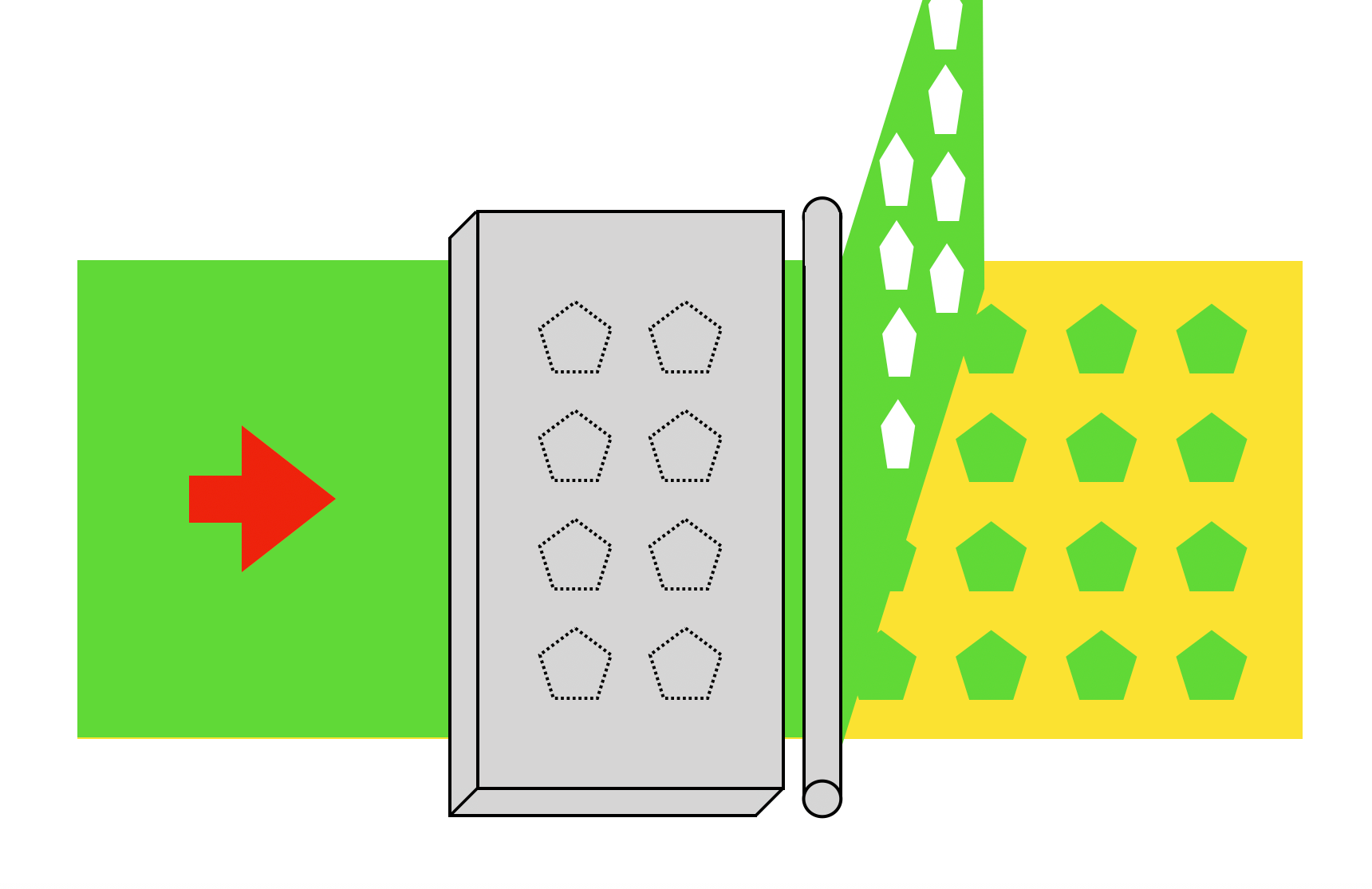
加工材料をすべてカットするのではなく、下側の台紙セパレーターの部分はカットせず残すという方法がハーフカットとなります。
シールのように台紙を残すことができるため、次工程での作業性が向上したり数量管理がしやすいというメリットがあります。
オールカット
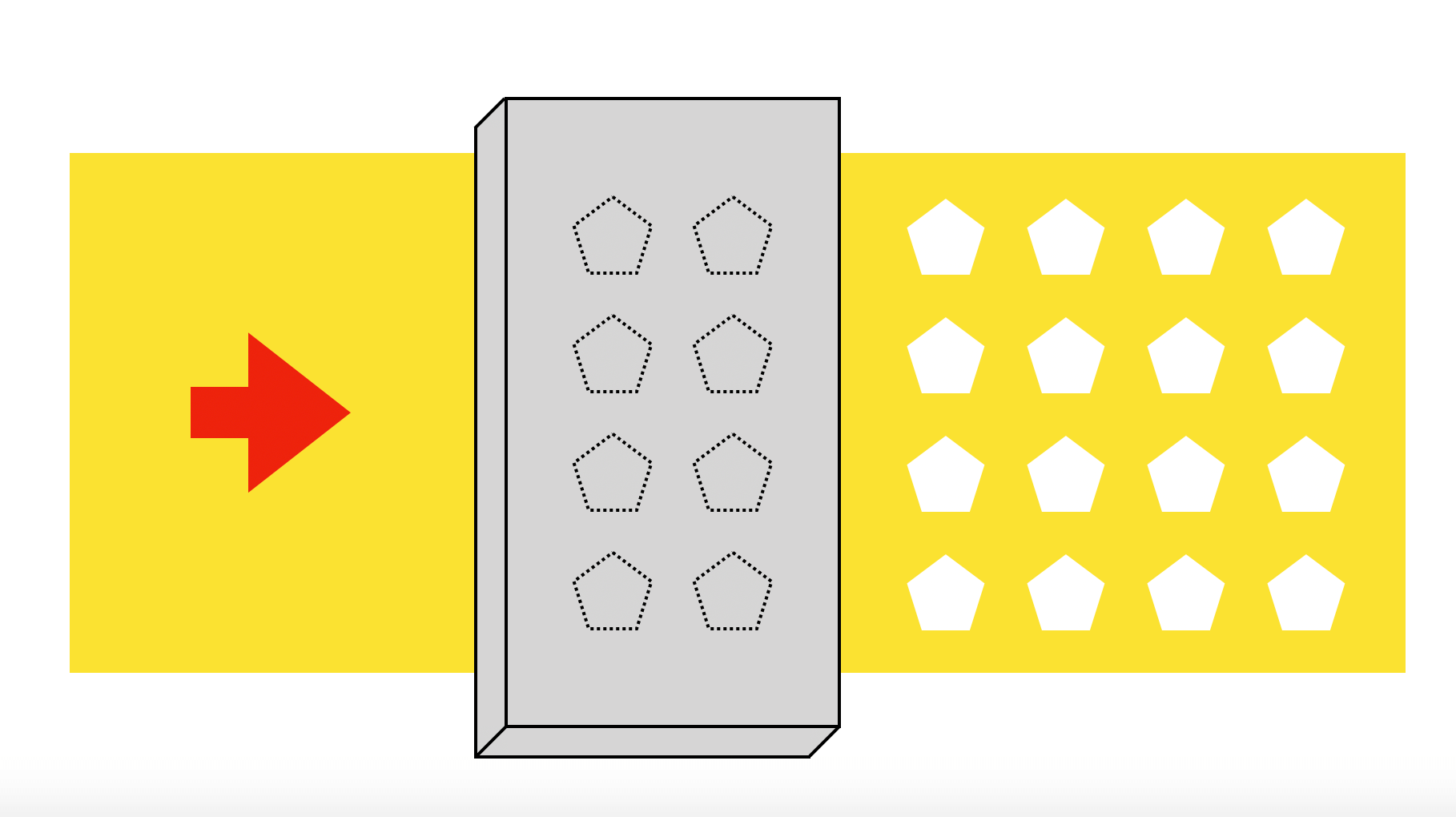
台紙セパレーターまですべてカットすることをオールカットといいます。シールなどのテープ等製品は剥がしにくくなるため、セパレータに背割れスリットをして相手製品に貼りやすくする加工もおこないます。
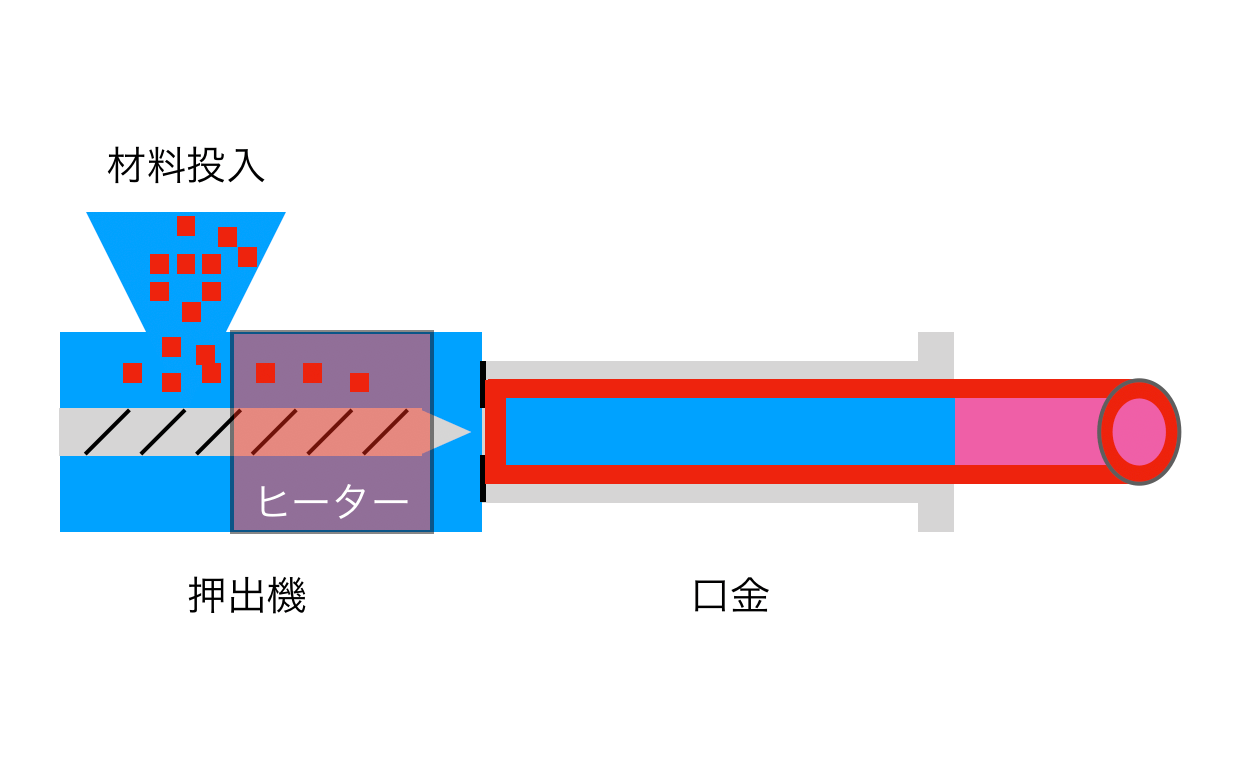
フィルム
フィルムの製造はオールカットでおこなわれます。ロール状の材料を利用しながら連続して穴あけ加工をしていきます。
ゴム

パッキンなどのゴム製品も打ち抜き加工で製造されます。ピナクル刃を用いて一気に大量生産することが多いでしょう。
スポンジ

スポンジの打ち抜き加工は主にトムソン刃によっておこなわれます。ストリッパーを設けて材料を押さえつけてから加工することで型崩れぜす高品質な製品ができあがります。
シール
ハーフカットで台紙セパレーター部を残して加工していきます。シート状で加工する方法の他に、ロール状で加工する方法も用いられます。
テープなど

オールカットをしてトレー梱包をしたり、ハーフカットでロール状やシート状の製品に仕上げるなど、用途によってさまざまな方法が用いられます。