


半密閉鍛造
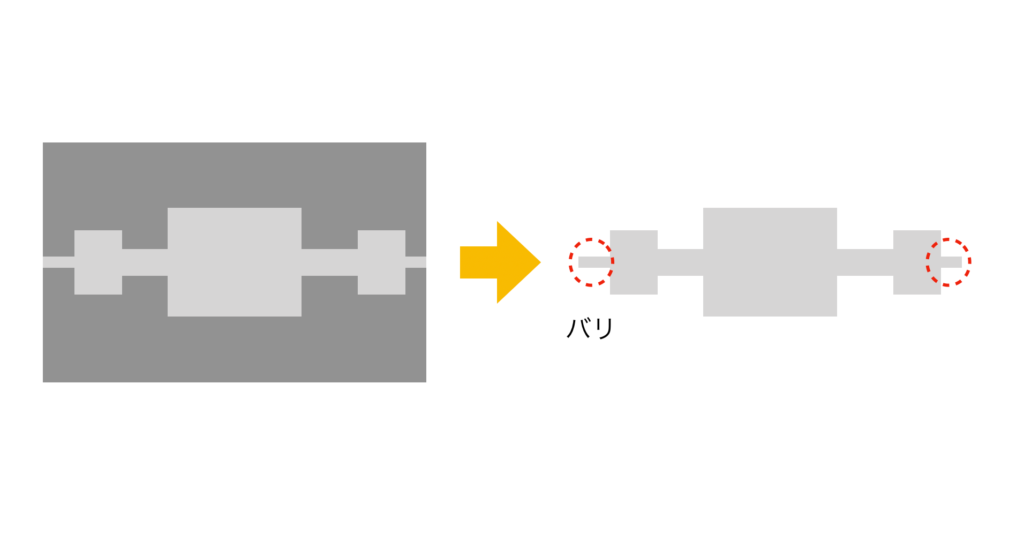
一対の金型でビレットを押し付けて高さや大きさを変えたり一部を盛り上げたりします。型の隅々までビレットを流し込み欠肉を防ぐため、成形後はバリが生じます。
密閉鍛造
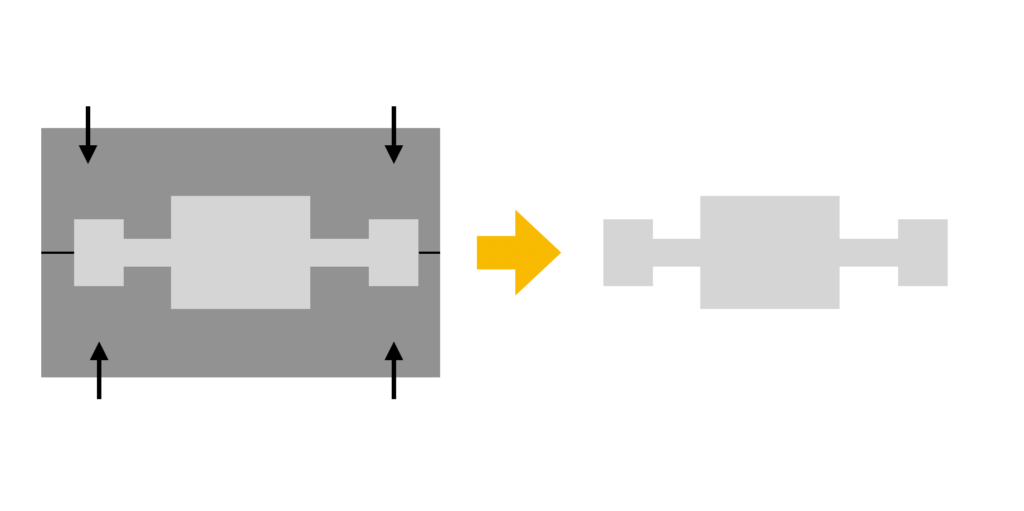
上型から下型まで隙間なくで密閉してビレットに圧力を加えて成形します。成形できる形状が限られるため丸ものやボルトの頭部形状の成形に使用されます。
閉塞鍛造
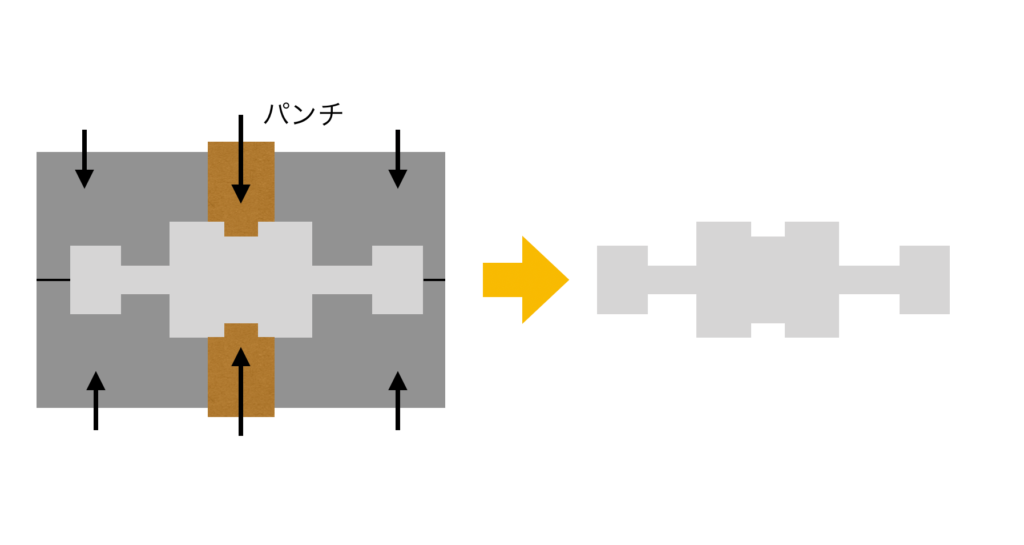
型に入れたビレットをパンチと呼ばれる工具で押し込み圧力をかけ、金型全体に流動させます。パンチの形状や数によって複雑な形状を成形することも可能です。丸ものに複数の軸がついた形状やフランジがついた部品も作ることができるため、自動車の車軸の継ぎ手部品の製造に使用されています。
中空鍛造
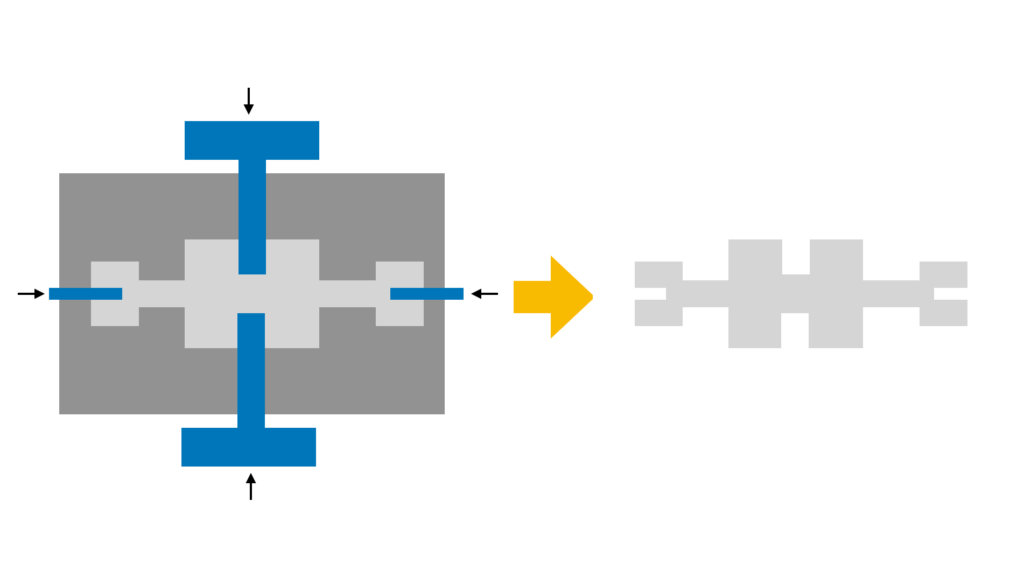
上下の型を閉じ込めた後、成形ピンを挿入して中空状態を成形します。水平方向からだけでなく、上下2方向からも成形ピンを挿入することで複雑な形状の成形や複数部品を一体化することができます。