

放電加⼯とは
機械加工方法の1つに放電加工があります。放電加工とは、加工液の中でワーク(加工対象物)と電極の間に電気を流し、放電によりワークを溶かし除去しながら電極の形に彫り込む加工です。
第二次世界大戦後の70年程前にスイッチの接点が火花により摩耗する事から開発された技術です。従来の刃よりも硬い金属は削れないフライス盤など切削加工と異なり、電極の形状にワークを彫り込む事ができます。
放電加工は材料の高度に関係なく、焼入れ材など非常に硬い金属に複雑な形状を彫り込む事が可能です。
放電加⼯の原理
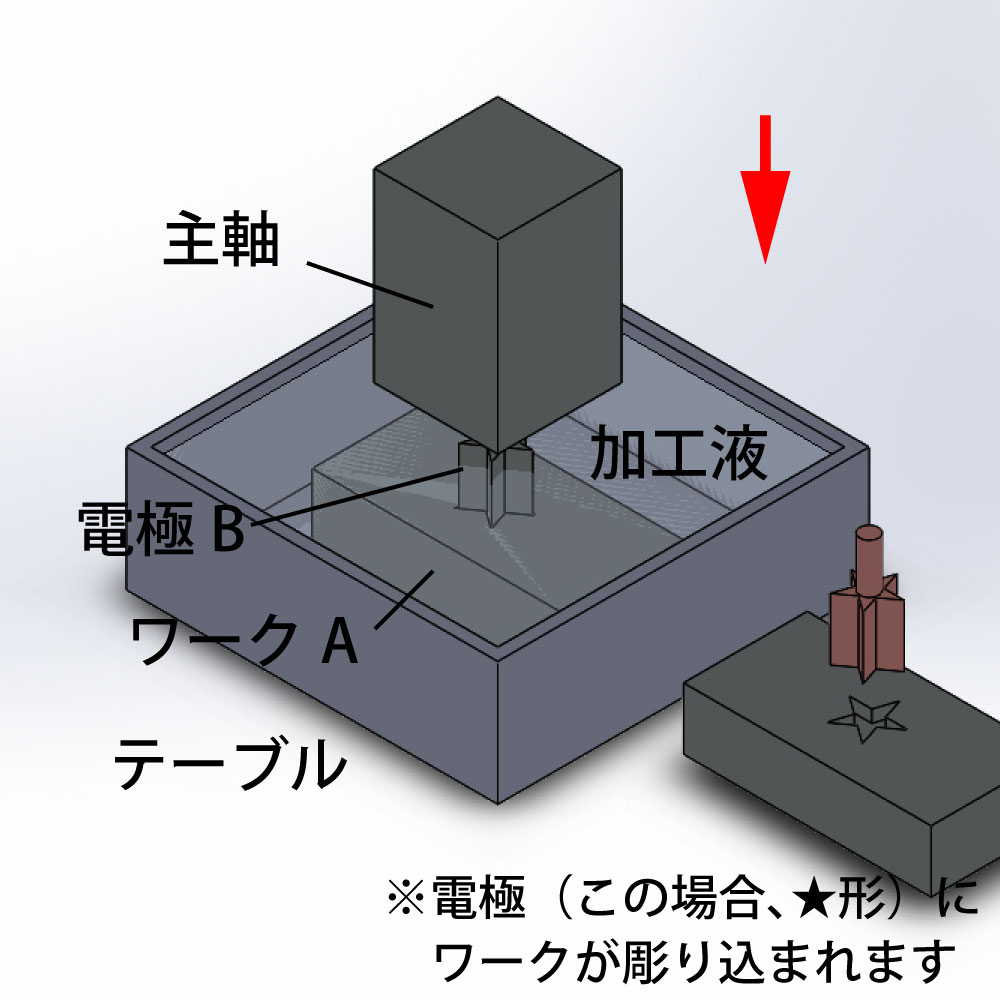
放電による火花の熱でワークを溶解する加工方法です。図のようにテーブル側にワークA(加工対象物)を設置し主軸側に電極を保持します。
次に、加工液(水や油など)を、工作物が十分浸るように充満させます。加工液中にあるワークAと電極Bを近づけ高電圧をかけるとA-B間にパチッと電気が流れる現象を放電と言いますが、パチッと飛ぶ火花が発する温度は高く、6,000℃にまで達します。また、加工液の中で放電を行うとワークAと電極B間に微小気泡が発生します。
溶解されたワークAの金属は加工液で急激に冷やされ、この微小気泡により飛散し、ワークAはクレーターのように彫り込まれます。A-B間一定の間隔をとりながら電極を下方へ移動して行く事で溶解と飛散を繰り返し彫り進めます。
ワークAと電極Bの間を流れる電気は安定化電源ではなくパルス電源で必要なタイミングでON/OFFしてパチパチと繰り返し放電を行います。1秒間に数千回パルスを発生させて数分から数時間加工を続けます。彫り込まれた金属の肌は、放電シボと呼ばれザラザラした質感になりますので磨き加工など仕上げが必要です。
放電加工の種類
形彫り放電加⼯
電極の形状によって金属を彫る加工法。
電極材質:銅、グラファイト(石墨、黒鉛)、加工し易い柔らかい金属。
加工液 :油
ワイヤ放電加⼯
ワイヤ電極として用い一筆書きのようにワークを切り取る加工法。
電極材質:真鍮、亜鉛 (0.05〜0.3mm)極細ワイヤを使用。
加工液 :水、油
放電加⼯に適した素材
導電性のある金属素材。素材の硬さに関係なく加工ができます。
・鉄
・鋼
・ステンレス
・銅
・アルミなど
※現在の技術では、セラミックなど絶縁物質でも放電加工可能と言われています。
放電加⼯の⽤途
スマートフォン、パソコン、家電、自動車、船舶、航空宇宙など工業製品を生産するのには、機器の組立を考慮し精度の高い部品製作が必要です。
コストを抑え安定した品質を保持するには、プレス加工、鋳造加工、射出成型加工などの金型がないと作れません。
そのような金型製作において、放電加工は欠かせない技術ですが、形彫り放電加⼯、ワイヤ放電加⼯の特徴の違いから加工の種類によって用途は異なります。
形彫り放電加⼯
金型は凸部コアと凹部キャビティ―から構成され、その2つが合わさった間に樹脂や溶融金属(湯)を流し込み成形します。
キャビティ―は空洞と言う意味をもつ事から彫り込む加工を行いますが、成形品の外観を表す形状となる事から切削加工の摩擦痕を嫌います。
そこで射出成形金型、鋳造成形金型、ダイカスト金型のキャビティ―の加工には、型彫り放電加工を行うのが一般的です。
ワイヤ放電加⼯
切削加工では困難な鋼板、ステンレス板、銅板、アルミ板など薄板や焼入鋼など超硬素材の金属加工が高精度で可能です。
また複雑な形も特殊なツールを使わずに加工できバリが出ないので、複数枚板を重ね切り出す事にワイヤ放電加工は向いています。
そのような特性を活かしプレス加工金型、射出成型金型の駒など金型を構成する部品製作に使われています。


