


自由鍛造

金型を使用せずに金敷と呼ばれる台とハンマーで材料を自由に叩いて成形する方法です。刀鍛冶屋が熱した金属を叩いているシーンは、まさに自由鍛造で製造されている場面となりますので、昔ながらの鍛造方法ともいえるでしょう。
基本的には手作業で成形するため設備投資がほとんど必要ありません。また、技能が熟練している人であれば複雑な形状を成形することもできるため、少量生産品や大型の製品を製造する時に用いられます。
現在では加工は機械ハンマーを用いておこなわれることが多く、作業自体も一昔前と比べて重労働ではなくなってきているものの、それでも熟練した手作業が必要なのは今も昔も代わりません。
型打ち鍛造
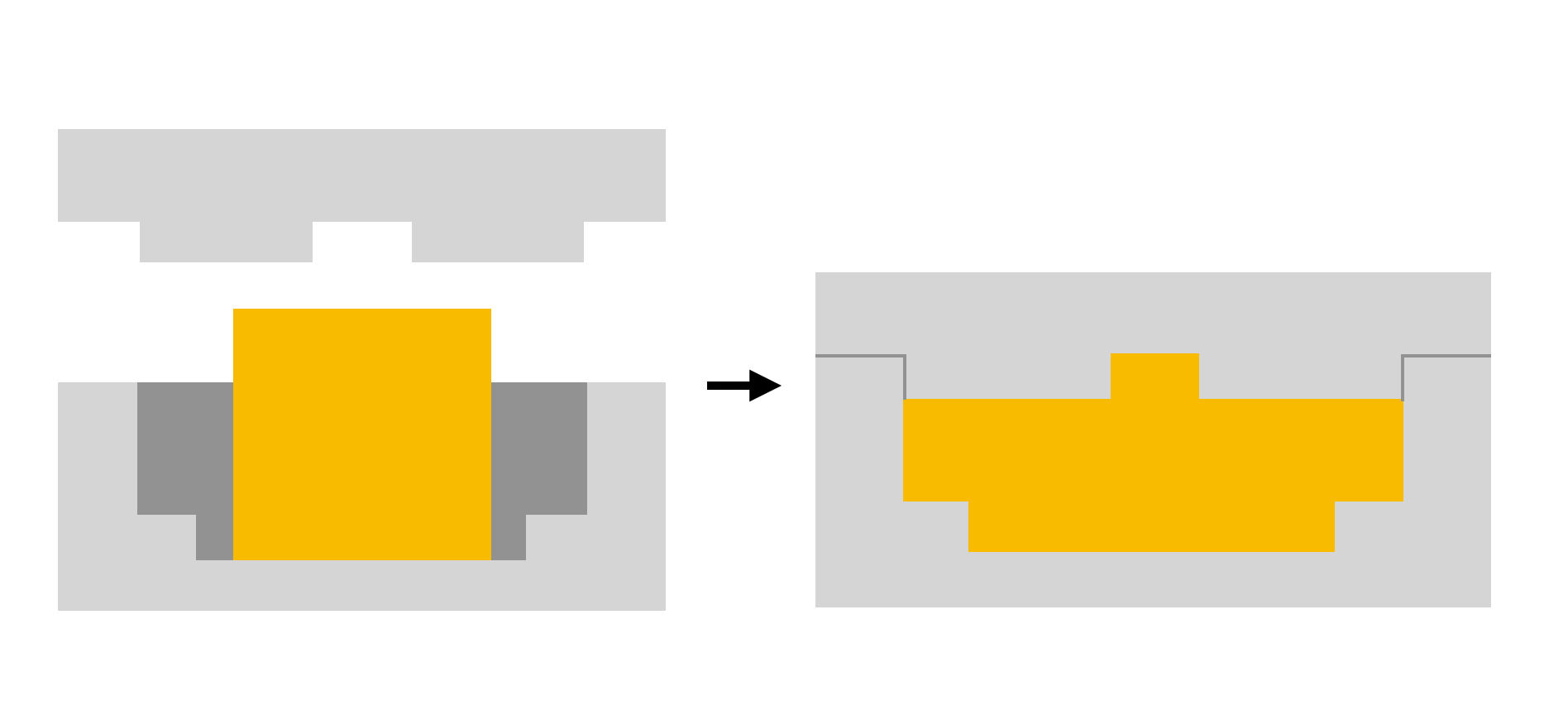
ダイスと呼ばれる金型を使用して形を一気に成形する加工方法です。同形状の製品を大量に生産できるというメリットがあります。
また、型打ちの方法もいくつかあり、上下の方が隙間なく閉じて成形する「密閉鍛造」や、材料をはみ出させて材料を充満させる「感密閉鍛造」、圧縮した後にさらに型を動かして材料を押し出し成形する「閉塞鍛造」などがあります。
据え込み
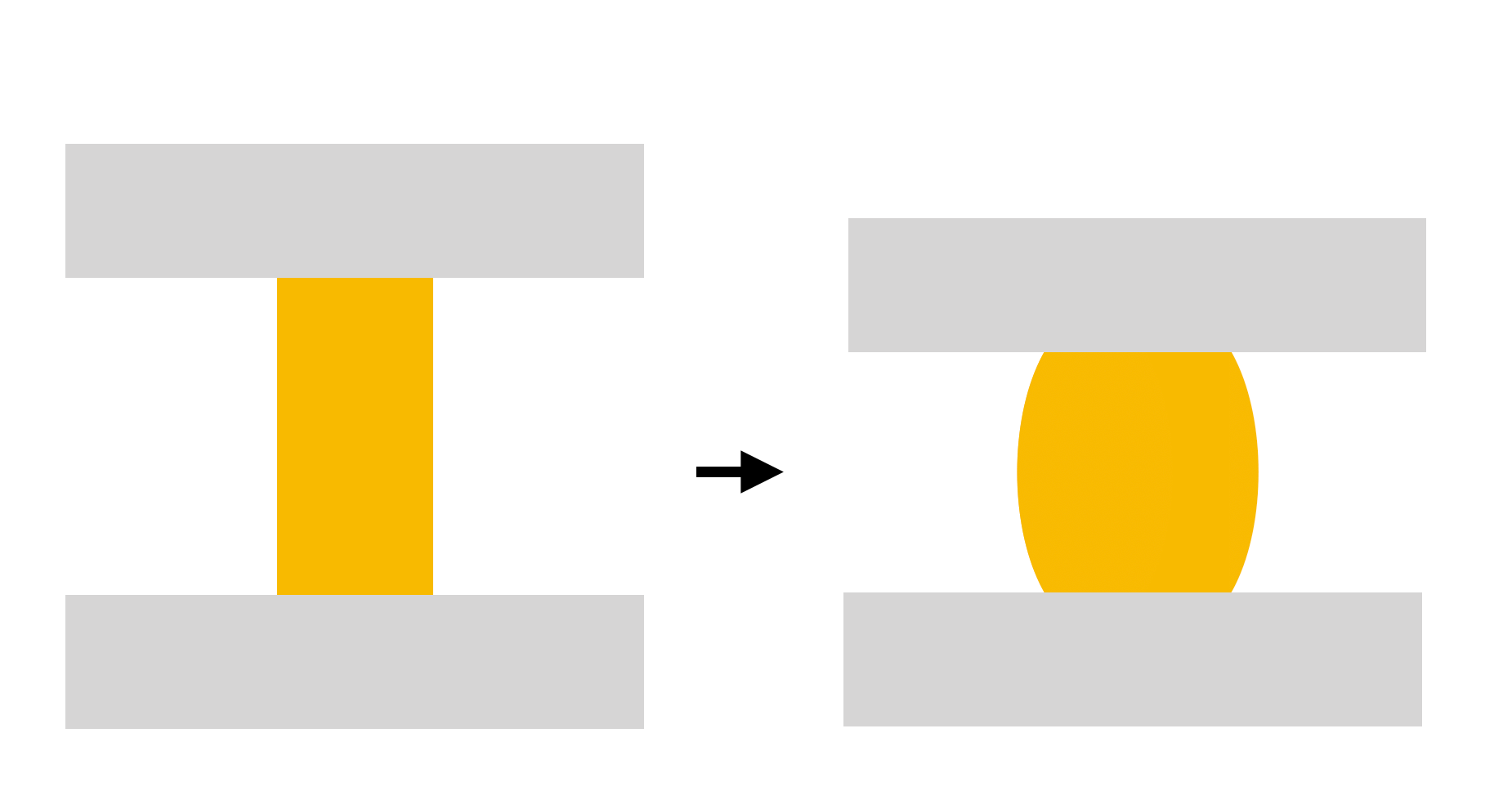
上下から圧力をかけることで「断面積自体を増やす代わりに高さを減少させる」方法です。
鍛伸
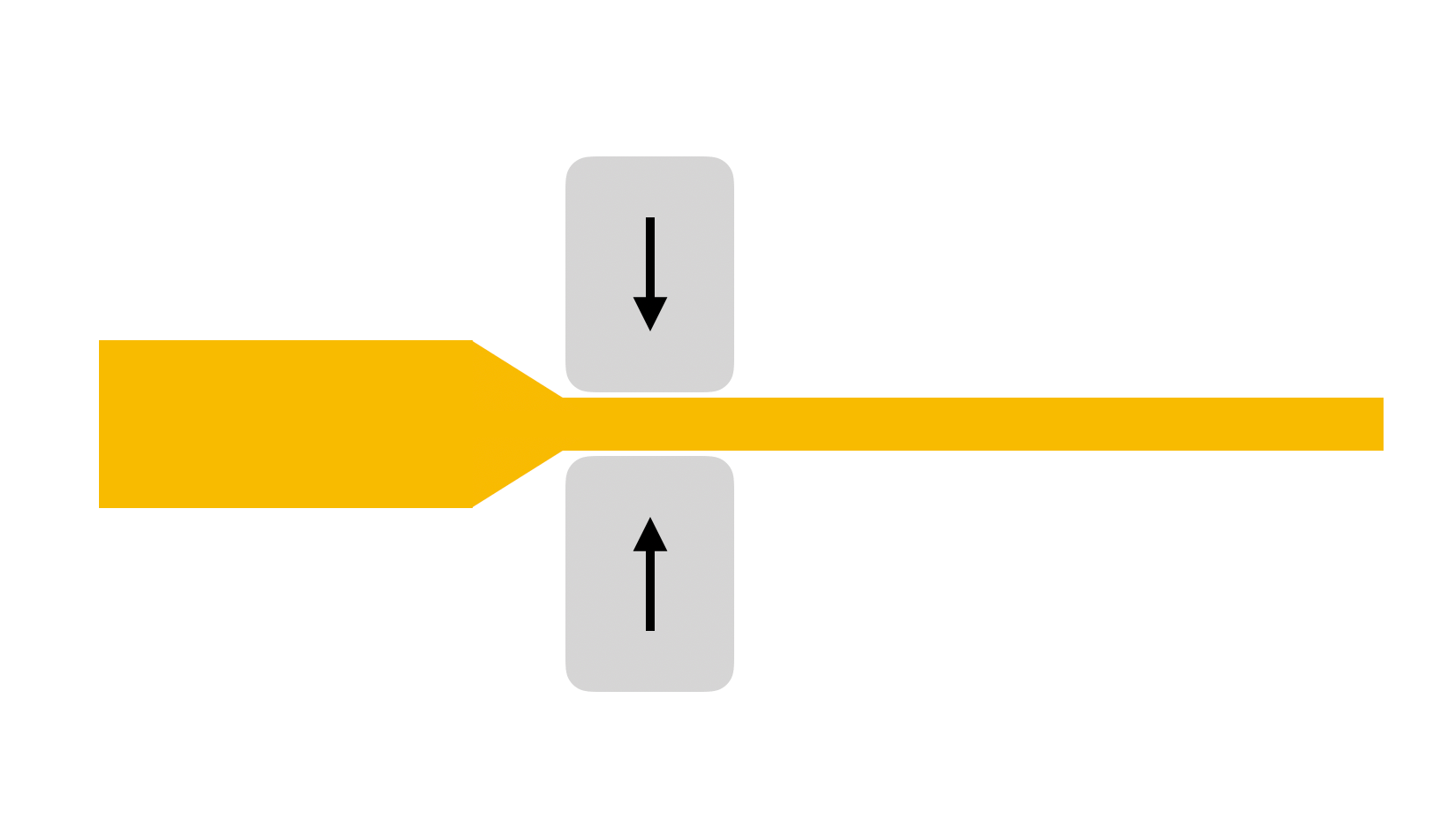
円筒状の加工物に上下から圧力をかけ「断面積を減らして長さを伸ばしていく」方法です。
ダイスと呼ばれる金型を使用して形を一気に成形する加工方法です。同形状の製品を大量に生産できるというメリットがあります。
また、型打ちの方法もいくつかあり、上下の方が隙間なく閉じて成形する「密閉鍛造」や、材料をはみ出させて材料を充満させる「感密閉鍛造」、圧縮した後にさらに型を動かして材料を押し出し成形する「閉塞鍛造」などがあります。
展伸
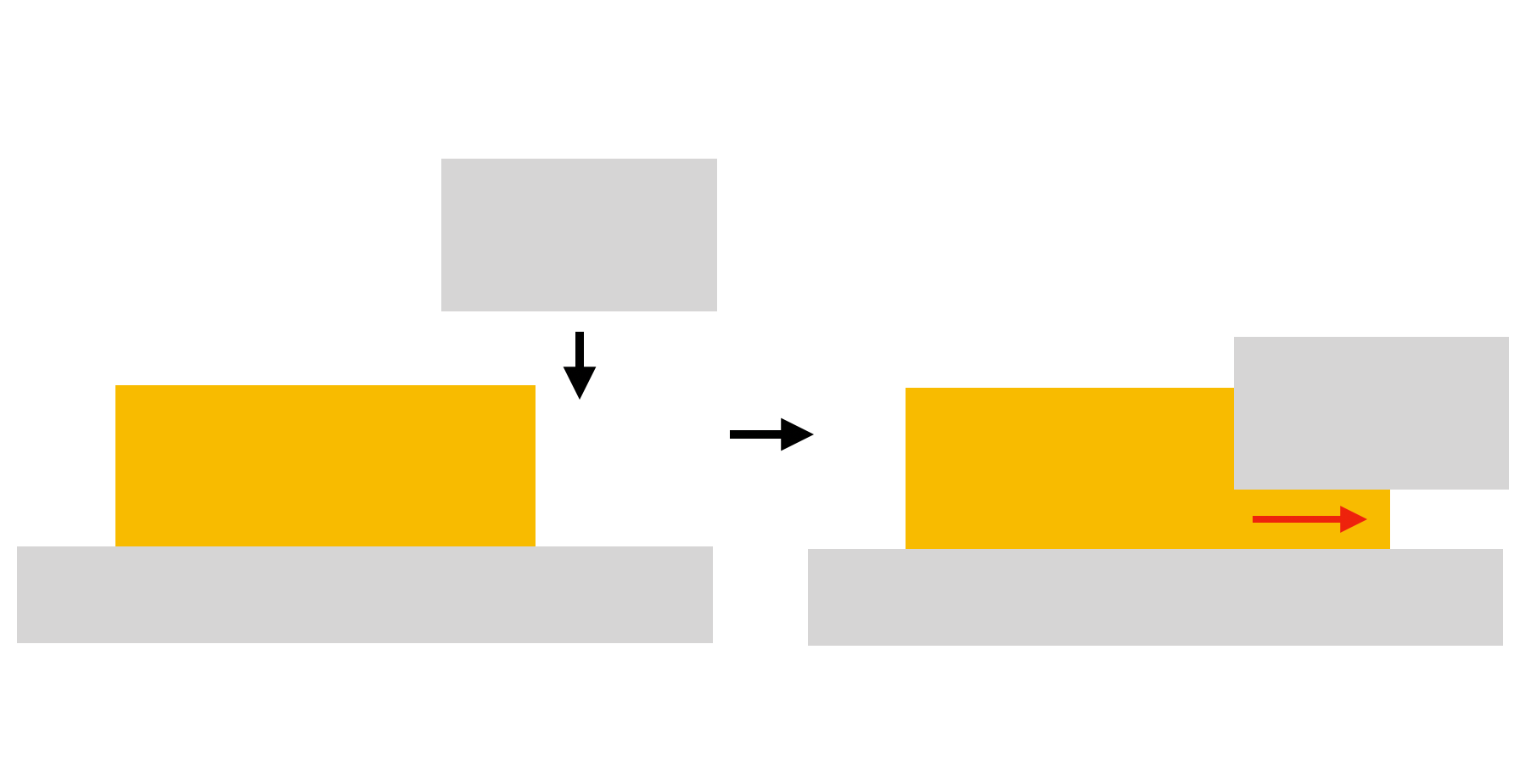
ブロック状の加工物に上下から圧力をかけて「厚さを減少させる代わりに前後左右に伸ばす」方法です。
押出
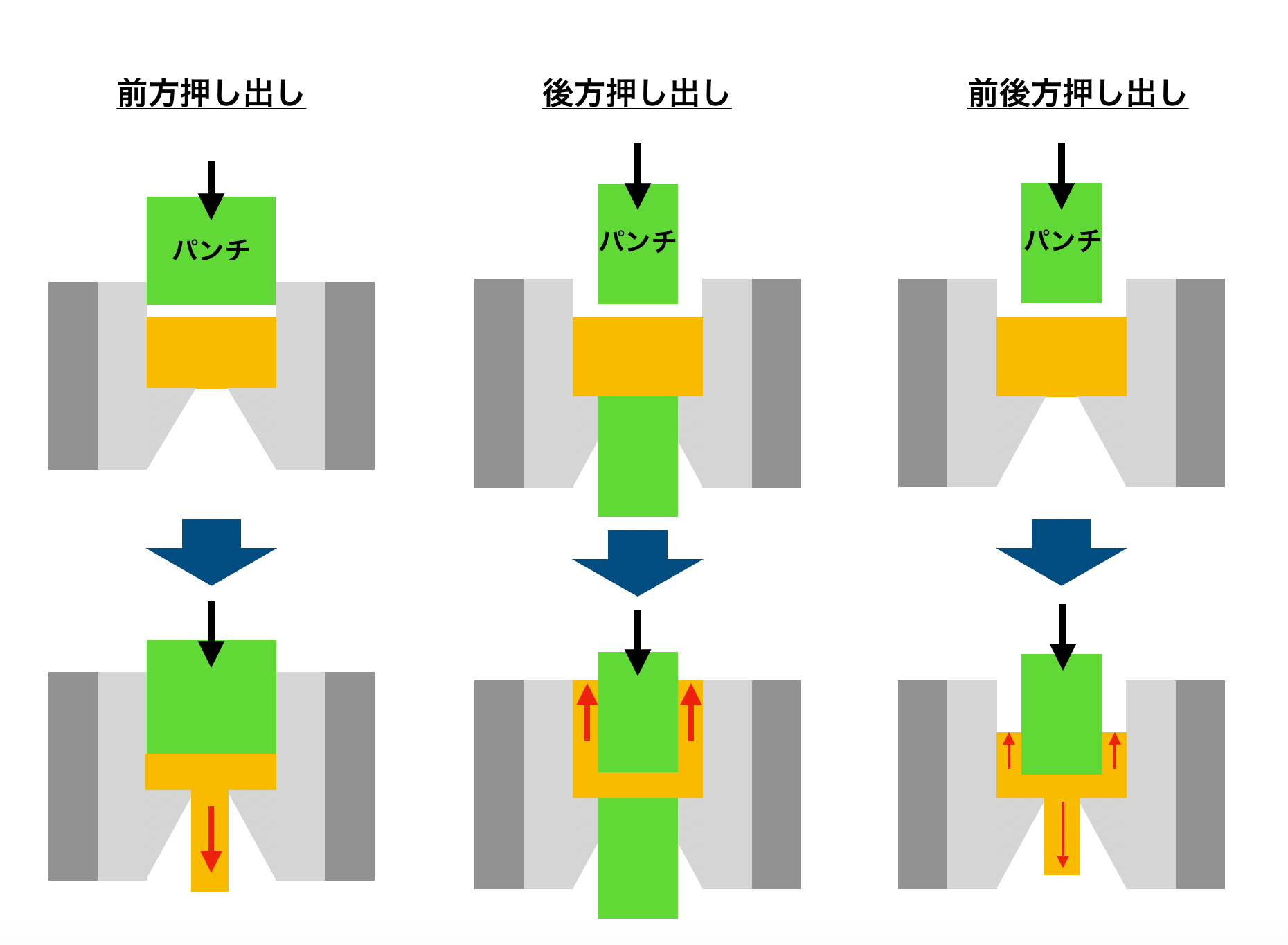
コンテナの中に加工物を投入し、パンチで押し出していきます。材料が下側に抜けて成形することを「前方押し出し」といい、パンチの間に抜けることを「後方押し出し」といいます。また、材料が下側と間両方に抜けることを「前後方押し出し」といいます。

