

光造形とは
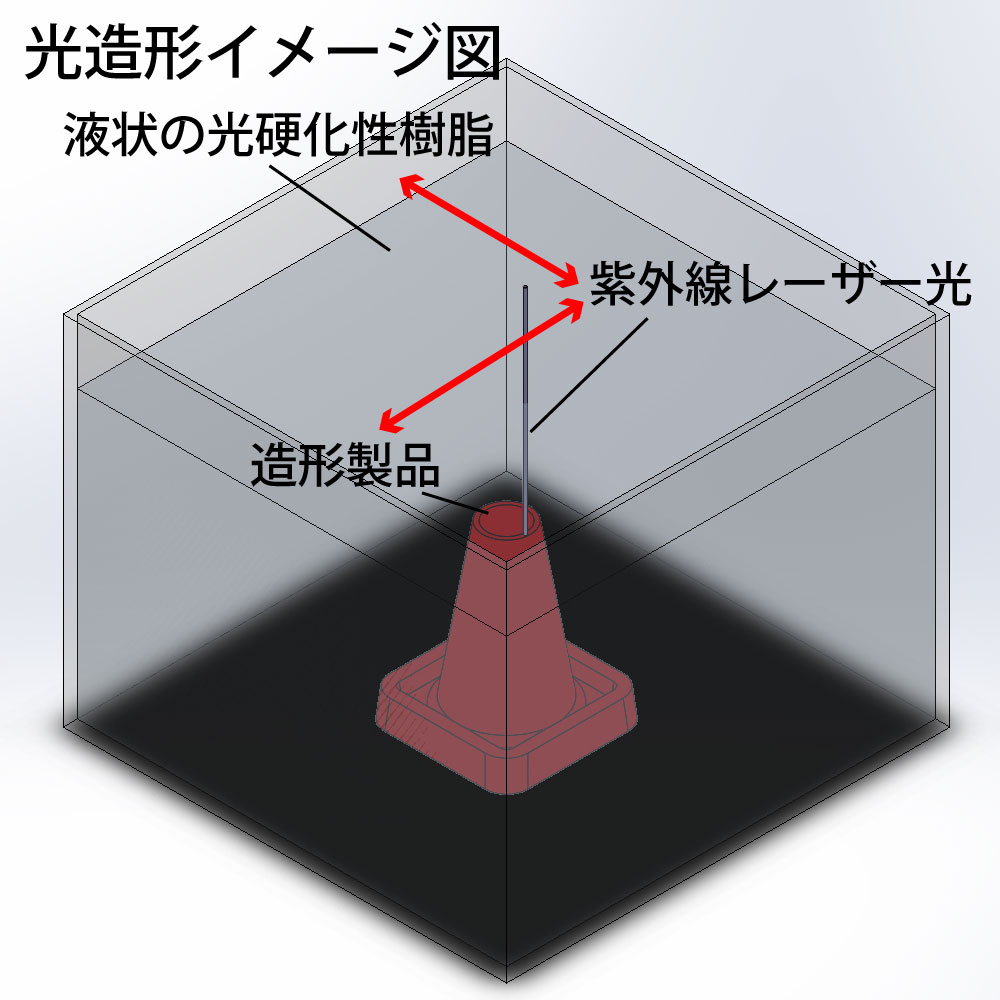
光造形とは、槽に満たした液体状の光硬化性樹脂に紫外線レーザー光を照射して一層ずつ硬化させて積層していく3Dプリンタの1つの造形方法です。
3Dプリンタは、3D-CADや3D CGのデータを元にスライスした2次元の層を1枚ずつ積み重ねていくことで立体モデルを製作する加工方法ですが、造形方式には材料押出堆積法、粉末焼結積層造形、光造形など数種類の方式があります。
光造形は、もっとも古くからある方式です。高精細かつ表面の滑らかな造形物を作成することが可能です。1986年に3D Systems社(アメリカ)の創業者により開発されました。
露光方式によりレーザー方式/SLAと一括露光方式/DLPがあります。DLPは、光硬化性樹脂に下部からLED光線を当て一層 ずつ造形する方式です。一度にXY方向の樹脂を露光し、1層全てを一括で硬 化させる為、レーザー露光方式に比べ速い造形を行います。造形 物の精度も高く、エッジの立った高精細な造形ができます。
また、ノズルから光硬化樹脂材料を供給して紫外光を照射するインクジェットプリンタのような方式もあります。他の方式に比べて構造が複雑になる為、加工機は高くなりますが、槽に光硬化樹脂を満たす方法と比較して未硬化で無駄になる材料が減るのでランニングコストは安くなります。
光造形の流れ
3D-CADまたは3DCGソフトで3Dデータを作成し、STL※1データに変換します。
↓
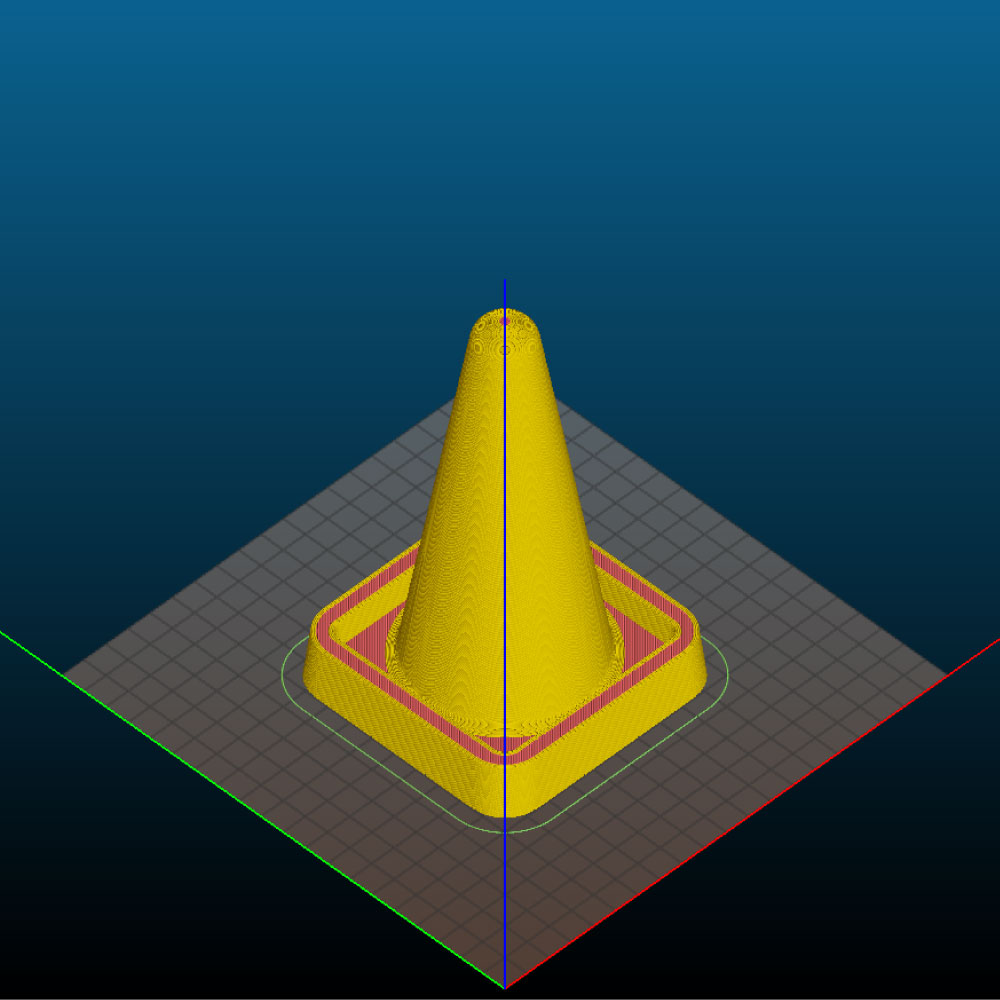
スライサーソフトで3Dデータをスライスし、2次元の層にし積み重ねたデータに変換。
↓
光造形加工機にスライサーソフトで変換したデータを転送します。
↓
造形開始
↓
造形終了
↓
液体状の光硬化性樹脂にまみれているので後処理で除去乾燥します。
※1:STLデータとは、三次元形状を表現するデータを保存するファイルフォーマットのひとつです。3D Systems社で開発された3D-CADソフト用のフォーマットであり、多くのソフトに使われてるスタンダードフォーマットです。
■光造形イメージ図
■スライサーソフト変換データ
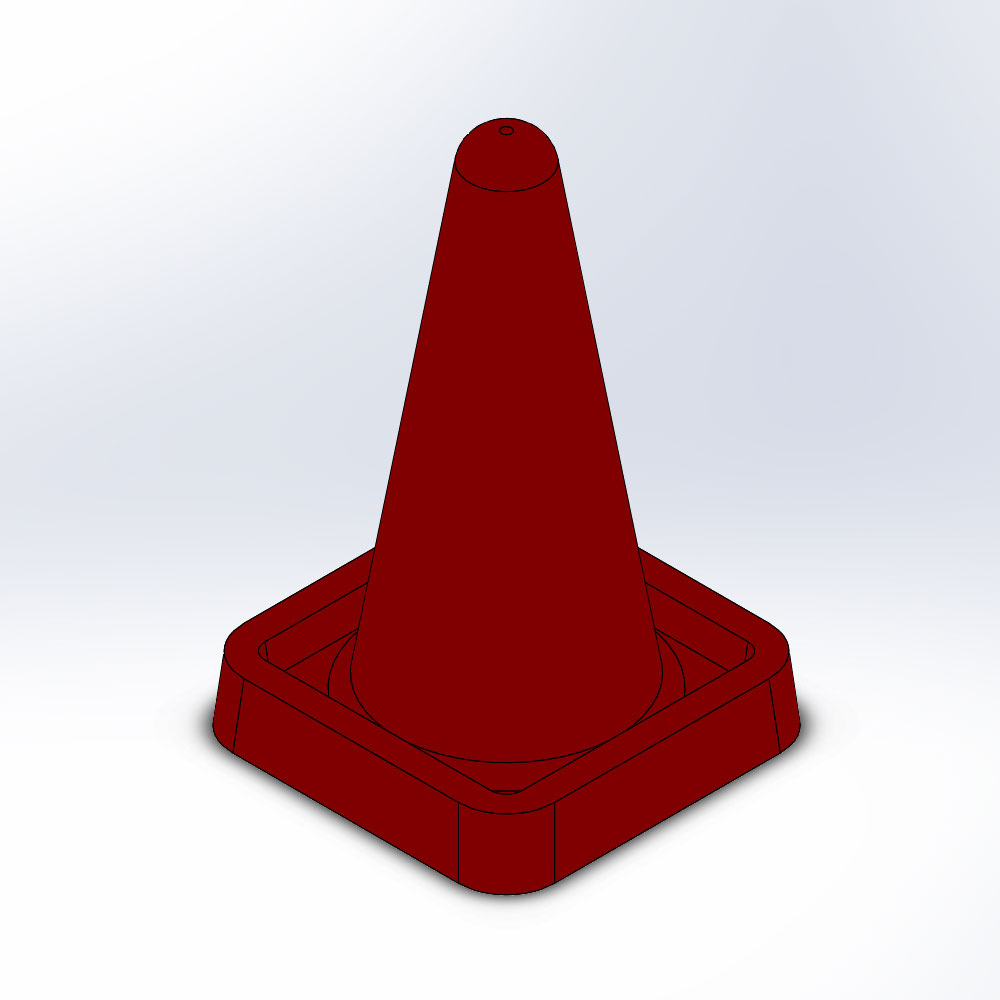
■サンプルデータ
光造形の特徴
通常の切削加工が除去加工とすると光造形は、追加加工です。切削加工は中空形状や刃物が入りにくい形状、刃が届かないような形状は加工ができません。追加加工は材料を盛っていくので除去加工では困難な複雑な構造や成形品で金型から抜けないアンダーカットなどを有する3次元形状を 簡単に製作することができます。
また、治具や金型を作る事が不要な為、短時間でのモデル製作が可能です。金型を製作する前の確認用サンプルとして可視化できるので試作品に向いています。塗装・シルク印刷も可能です。
光造形のメリット・デメリット
メリット
・治具、金型が不要で複雑な形状試作品を短納期で製作可能です。
・微細で高精細な造形が可能です
・表面が滑らかな造形が可能です
デメリット
・1ショット数秒の射出成形品と異なり造形時間が長くなります
・太陽光で硬化が進み、壊れやすくなります
・洗浄などの後処理に手間がかかります
光造形の材料
光造形には光硬化性樹脂を使用します。光硬化性樹脂とは、紫外線によって硬化する樹脂で、樹脂の分子どうしが結合することによって、液体から個体に変化する性質があります。その性質を利用して、光造形方式の3Dプリンタの素材として用いられます。セラミックなどのフィラーの混入が可能です。
光硬化性樹脂の種類は数が限られています。物性値がPP(ポリプロピレン polypropyleneの略)相当、PC(ポリカーボネート polycarbonateの略)相当、ABS(アクリロニトリルブタジエンスチレン AcrylonitrileButadieneStyreneの略)相当などで殆どがエポキシをベースとした樹脂ですが、透明度の高いアクリル系樹脂もあります。
光造形の利用用途
目で見て確認ができる可視化モデルとして確認用のデザインモックアップ製作などが用途として多いです。
・機構確認用サンプル
・真空注型用のマスター
・鋳造用のマスター
・評価用のモデル
・展示会用のサンプル
・検査用の治具
・実験用のパーツ