
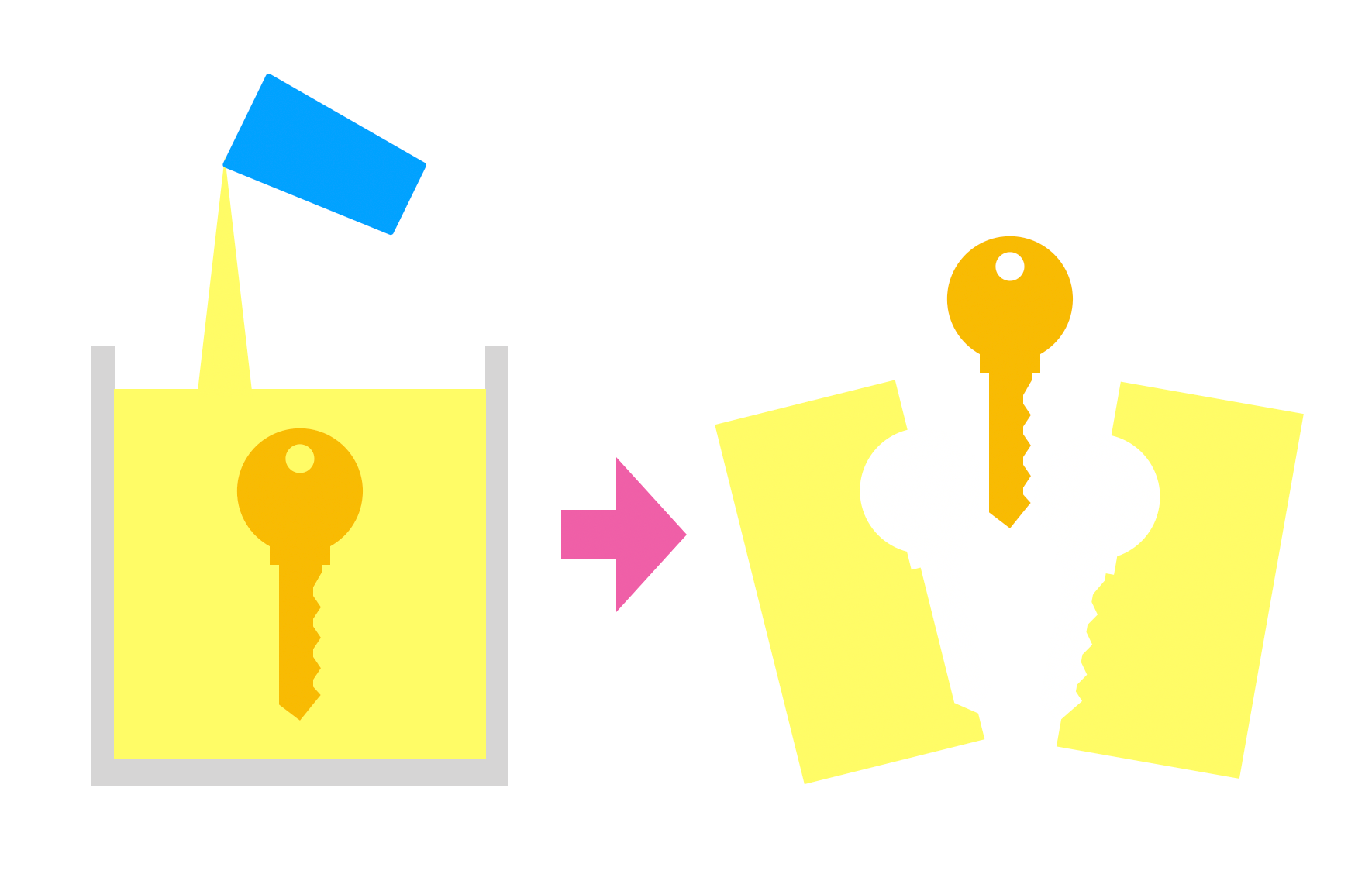
①出来上がったマスターサンプルをシリコンゴムで覆い、完全に固まったらシリコンゴム型を割ってマスターサンプルを取り除きます。
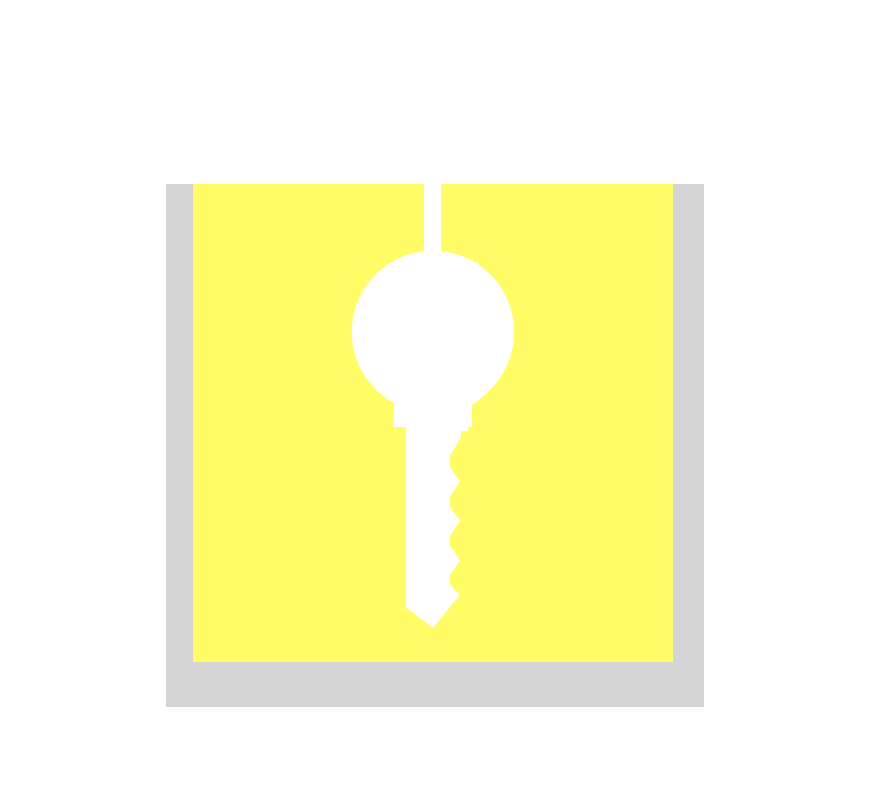
②マスターサンプルを取り除いた後は再びシリコンゴム型を復元し、バラバラにならないように固定します。
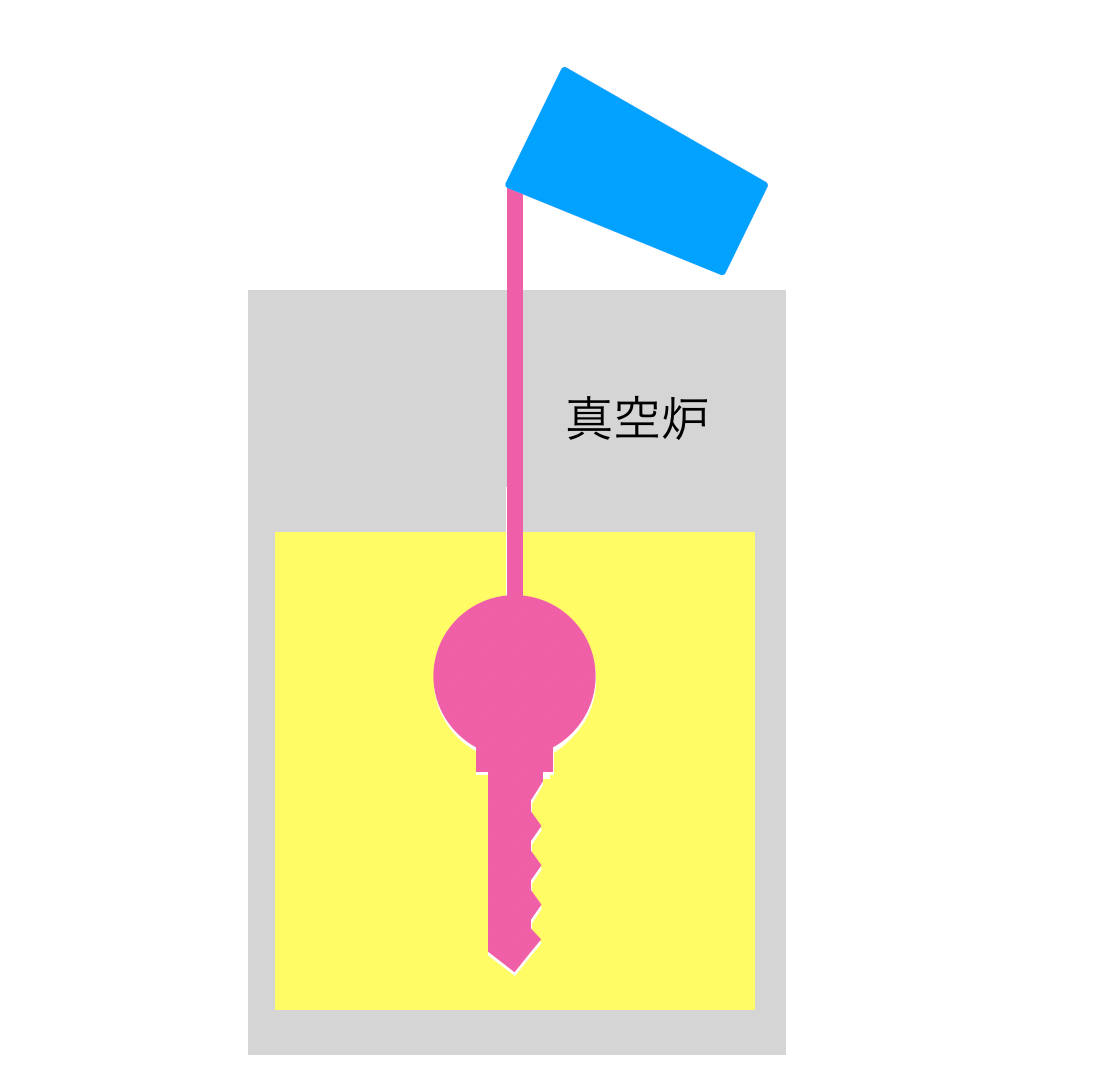
③出来上がったゴム型を真空炉の中に入れ、型内にウレタン樹脂などの材料を流し入れると、真空引きで細部まで樹脂が流れ込んでいきます。
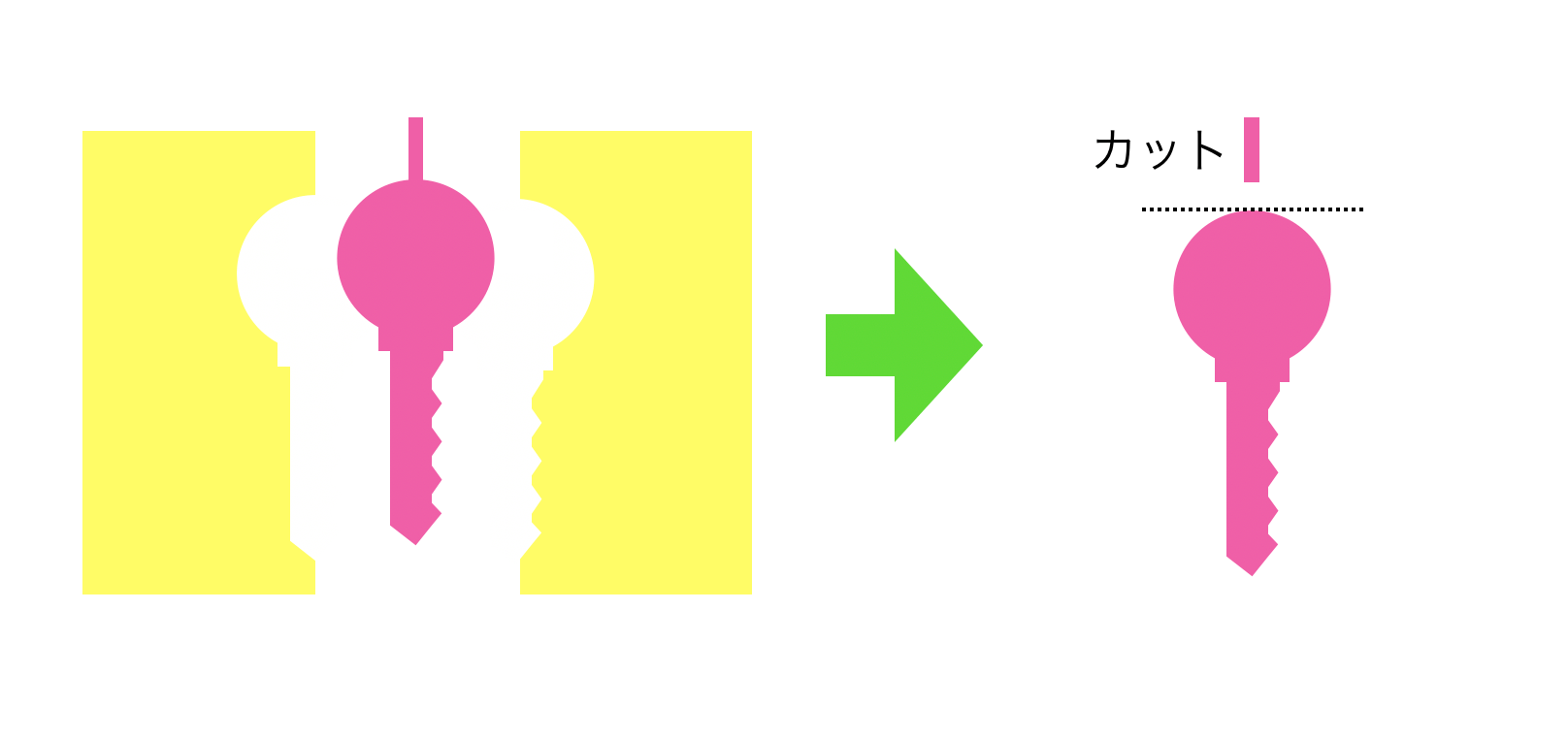
④ウレタンが固まったらゴム型を割って複製された成型品を取り出します。もし精度が必要であれば仕上げ加工をおこなって完成となります。



①出来上がったマスターサンプルをシリコンゴムで覆い、完全に固まったらシリコンゴム型を割ってマスターサンプルを取り除きます。
②マスターサンプルを取り除いた後は再びシリコンゴム型を復元し、バラバラにならないように固定します。
③出来上がったゴム型を真空炉の中に入れ、型内にウレタン樹脂などの材料を流し入れると、真空引きで細部まで樹脂が流れ込んでいきます。
④ウレタンが固まったらゴム型を割って複製された成型品を取り出します。もし精度が必要であれば仕上げ加工をおこなって完成となります。