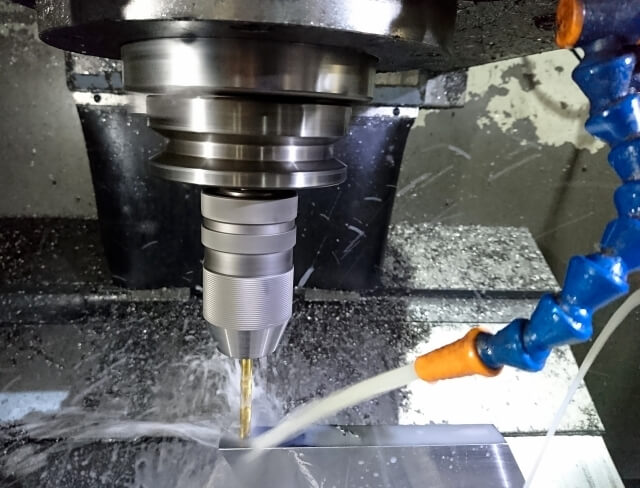
平面切削
テーブルを前後左右方向に移動させながら行う加工方法のことで、工作物を平に仕上げていきます。
基本的には正面フライスや平フライスを使用して行います。エンドミルでも平面切削はできますが、広範囲の切削ができないため、作業効率が悪くなります。また、加工面の精度も正面フライスと比べると劣るため、小さいものを加工するとき以外は正面フライスが使われることがほとんどとなります。
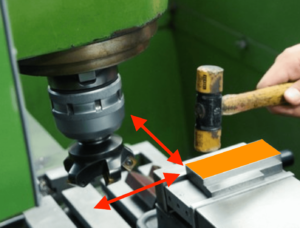
側面切削

テーブルを前後左右に動かして平面切削を行なった後に、徐々に上下方向に工具を送り出して工作物の側面を切削することを言います。上下方向に動くエンドミルや正面フライスを使用します。
段加工

平面部分に段差をつけることを段加工といいます。正面フライスや平フライスを使用して出した平面部分にさらに深く当てて削っていきます。また、狭い部分はエンドミルを使って段加工を行う場合もあります。
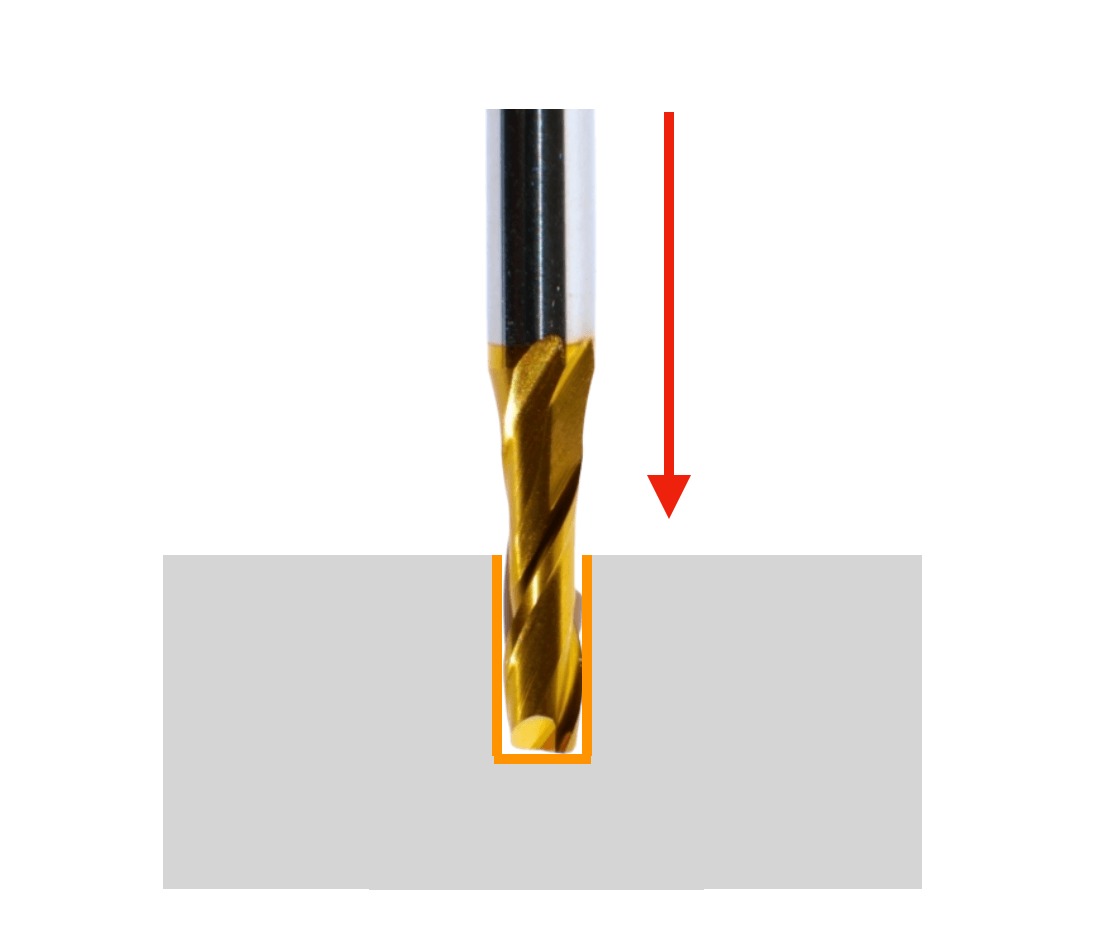
溝加工

平面の工作物に溝をつけることを溝加工といいます。通常はエンドミルを指定の深さまで下げ、テーブルを動かしていきます。溝が深いときはいきなり深く掘るとエンドミルが折れる危険があるため、数回に分けて深さを調整していきます。
また、溝の底部分が広くなっている加工をT溝加工と言い、エンドミルとT溝フライスという2つの切削工具で削っていきます。
穴加工
穴加工はボール盤で行うようなイメージですが、フライス盤でも穴加工をすることができます。まずセンタードリルで中心にした穴をあけ、ドリルの刃で指定の大きさまで掘っていきます。
開けたい大きさの穴が同じであれば、エンドミルでも穴を開けることができるでしょう。