プレス金型とは
上から下方向に強い力を加えるプレス機械に取付けて金属の板材に加工を行う金型の事です。1対のパンチ(雄型)とダイ(雌型)金型で材料をはさみ、加圧して加工します。
穴あけ、切断、曲げ、伸ばし、絞り行い目的の寸法に成形、保持します。パンチをプレス機の上下に稼働するスライドにセットし、ダイをプレス械の固定ボルスターにセットして材料を加工します。
一度金型を作ってしまえば、安定した品質の製品を大量に作ることができますので、プレス金型のメリットはなんといっても大量生産に向いているということです。熟練した職人でなくてもばらつきがでない為、作業の質を一定に保つことができます。
プレス金型の種類
プレス金型はその生産方法により、単発型、順送型、トランスファー型、ファインブランキング型などの種類があります。
単発型
プレス機が上下に動く1ステージに1つの工程のみ加工を行うためのプレス金型です。人が手でプレス機を動かし、材料を供給して作業することを前提に作られた金型で、自動化などはされていません。生産数の少ないものに向いています。
順送型
1つの金型の中に複数の工程を均一に配置し、ステージ毎にワークを順次送って加工する金型です。材料は、ロール材を使いレベラーなどで平らにして供給します。人の手による材料のセットが不要ですので大量生産向きですが、金型が複雑になるので初期費用が大きくなります。またロール材を内側のみ加工して使う為、外側がロスになり材料の歩留まりが悪いといったデメリットもあります。
トランスファー型
ワークを順に搬送(トランスファー)していくことで自動加工を実現したもので、基本は単発型と同じです。ワークの金型間の移動は、搬送装置で送っていくため、人の手を使わずに自動でワークが次の工程に流れます。トランスファー型は順送型と比べると生産数は落ちますが、歩留まりが良いのが特徴です。
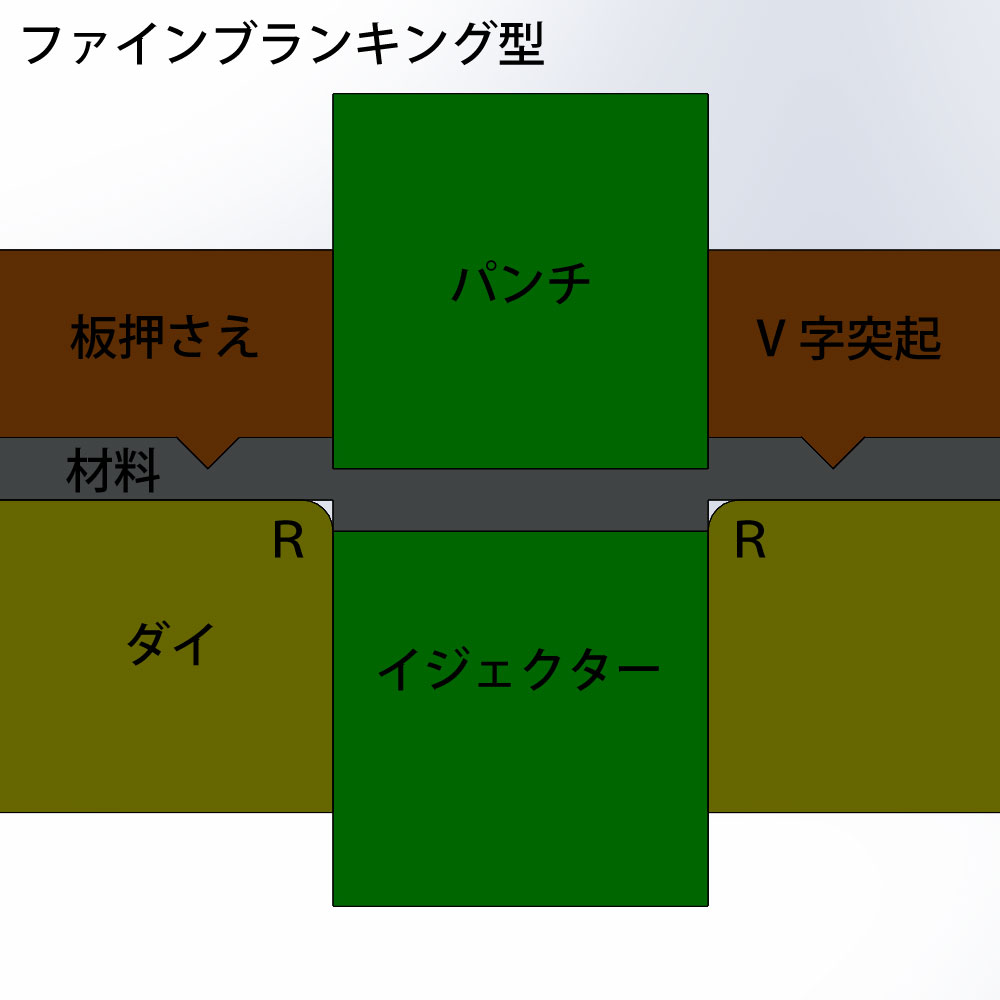
ファインブランキング型
ファインブランキングとは、パンチとダイのクリアランスを小さくし、板押さえ及びイジェクター(逆押し)で材料を固定し加工を行う加工方法です。被加工材を固定し圧力を加えることで延性を高めて加工を行うことにより、平滑なせん断面を得ることが出来る静水圧原理(金属は加圧されると塑性変形能力が高まると言う効果のことです。)を活用しています。
一般的なプレス加工よりミクロン単位の精密なプレス加工が可能です。せん断面が平滑で美しく仕上がることから、後処理が不要といったメリットがあります。また、曲げや絞り、せん断などを組み合わせたハーフシャー(半抜き)、潰し、凹形状のザグリなどの複雑な成形も可能です。
他の種類との大きな特徴は次にあげる4つです。
・板押さえには、V形突起があり被加工材を固定します。
・ダイの内部には被加工材のタワミを押える為にイジェクター(逆押え)を配置します。
・ダイの刃先にはRをつけます。(パンチの対面の角に応力集中を避ける為)
・パンチとダイのクリアランス(隙間)は被加工材の板厚の0.5%程度(ほぼゼロ)です。
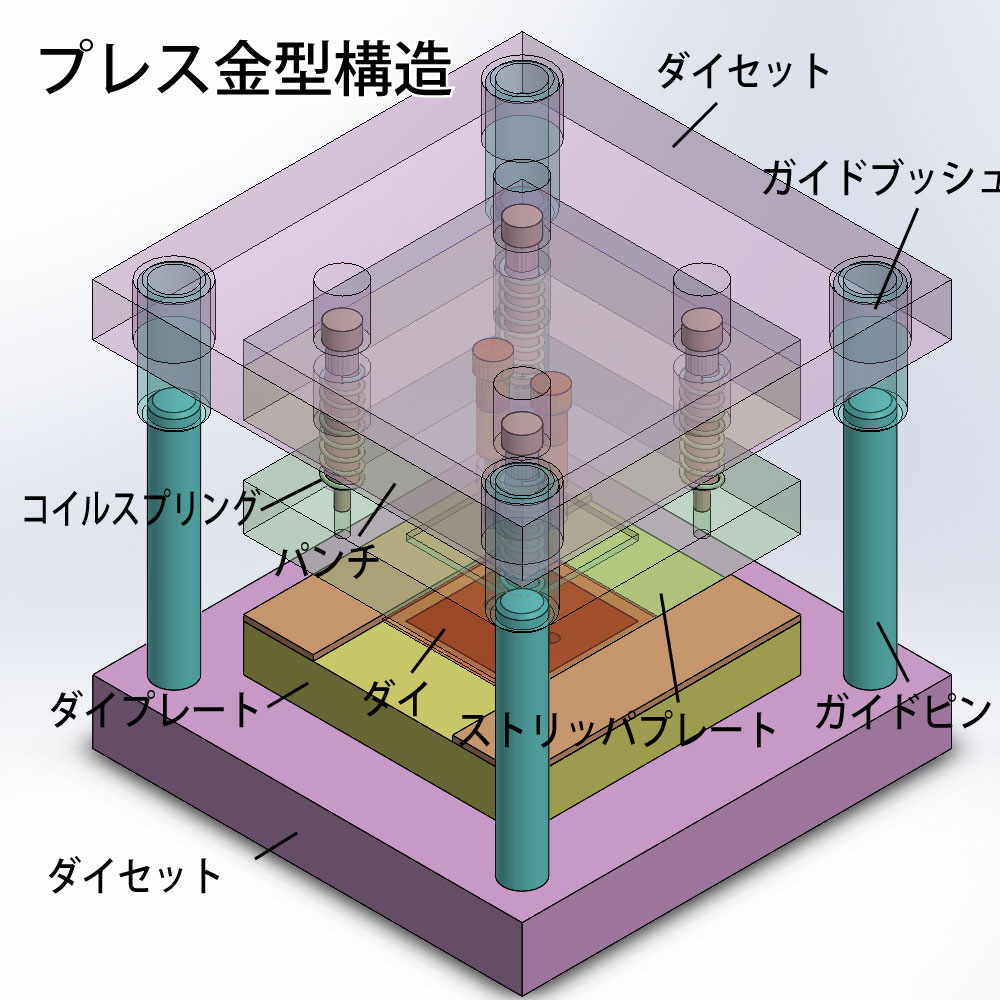
プレス金型の構造
プレス金型の構造は、刃部、保持部、補助部の3つに分けられます。プレス金型の一番重要な部品は、パンチ及びダイなど穴あけ、切断、曲げ、伸ばし、絞り加工をし、被加工材に直接作用する刃部です。それ以外に、刃部の位置関係を保って精度を出す必要があります。
パンチプレート、ダイプレートなど、ダイセットに刃部がしっかりと取り付けられる部分とプレス機械にダイセットを固定する部分を保持部分といいます。他にガイドピン、ガイドブシュ、コイルスプリングなど加工を補助するための補助部があります。
・刃部
パンチ、ダイなど。
・保持部
パンチプレート、ダイプレート、ダイセットなど。
・補助部
ストリッパプレート、ガイドピン、ガイドブシュ、コイルスプリングなど。